
18
2023
-
05
Effects of Feeding Speed and Temperature on Properties of Briquettes from Poplar Wood Using a Hydraulic Briquetting Press
Keywords:
briquettes,biomass
Source: internal company
1. Introduction
Globally, there is a lot of effort to promote renewable energy by increasing its share in the energy mix. Taking into account a variety of alternative energy sources, biomass energy has been an indispensable part of the energy discussions with regards to framework policy. Various estimations have shown that biomass has huge regional and global potential for the production of biofuels and bioenergy. For instance, Jekayinfa et al. estimated that the technical energy potential of biomass resources in Nigeria was approximately 2.33 EJ. From the review by Long et al., bioenergy production in 2050 from agricultural and forestry residues and wastes will range between 76 and 96 EJ and up to 96 EJ could be obtained from energy crops. Stecher et al. noted that optimistic estimations indicate that the global potential of energy crops could reach 1272 EJ yr−1 by 2050, whilst global potential of forest residues could reach 150 EJ yr−1. Bioenergy potentials for sub-Saharan Africa were estimated to be 4 EJ yr−1, whilst for Europe, it was up to 12.8 EJ yr−1, 3.9 EJ yr−1 and 5.4 EJ yr−1 for dedicated bioenergy crops, agricultural residues and forestry residues, respectively. Ojolo and Orisaleye and Jekayinfa and Scholz opined that the persisting energy deficit could be solved to a large extent if bioenergy is effectively utilized. Searle and Malins emphasized the sustainable utilization of the projected global bioenergy potentials, which were up to 20 EJ yr−1 for biofuel, 40 EJ yr−1 for electricity and 30 EJ yr−1 for heating in 2050. Despite this huge potential, biomass has yet to gain extensive application for energy and power generation because it is not as efficient as fossil fuels. It has, however, been established that agriculture-based rural communities of developing countries could benefit greatly from the utilization of biomass for heat and power applications.
There are several means for converting biomass into efficient energy carriers, which are classified into thermochemical, biochemical and physical/mechanical conversion processes. Thermochemical conversion of biomass involves the utilization of heat to initiate and sustain chemical reactions that transform biomass into energetic products. Thermochemical conversion processes include gasification and pyrolysis. Biochemical conversion involves the use of micro-organisms and enzymes to breakdown biomass into liquid or gaseous fuels. The fuels obtained from the biochemical conversion methods include biogas, bioethanol and biodiesel.
Physical or mechanical conversion of biomass requires the modification of biomass; it involves pre-processing activities, including size reduction/comminution, drying and densification. Mechanical conversion of biomass is required to transform biomass into forms that have better properties than raw biomass, such as higher bulk density, higher energy density and hydrophobicity. Densification of biomass is considered a viable option to impact these properties whilst it improves the handling properties.
Densification technologies have been classified into low pressure (<5 MPa), medium pressure (5–100 MPa) and high pressure (>100 MPa). High-pressure technologies utilize equipment, such as the screw press/extruder briquetting machine, mechanical piston presses, hydraulic piston presses, roller presses and pelleting machines. Theoretical studies have been carried out on some high-pressure densification technologies to understand the effect of design parameters on the operational performance of equipment. Similarly, empirical investigations have been carried out on some densification technologies using different biomass materials. Jekayinfa et al. utilized a full factorial design of experiment (DOE) to investigate and model the effect of densification variables on the density and water resistance of corncob briquettes produced with a uniaxial press. Temperature and particle size along with their interaction was significant (p < 0.05) to the water resistance whilst pressure, temperature and particle size were significant to the density of the corncob briquettes. Using a uniaxial press, Orisaleye et al. utilized response surface methodology (RSM) to investigate the physical properties of Abura sawdust briquettes. From the study, temperature, hold time and pressure were significant (p < 0.05) for the briquette density.
Cabrales et al. carried out an investigation on the densification process of oil palm empty fruit bunches using an experimental hydraulic press. From the study, it was found that moisture content had a great influence on the briquette density. It was also found that short fibres were preferred for high density. Fibre length and moisture content greatly influenced the durability index and compressive strength. Compaction time was also found to influence the compressive strength, along with interactions between compaction time and fibre length, and compaction time and moisture content. Low-pressure densification using binder was carried out by Essien and Oke using sawdust, rice husk and palm kernel shell. The study found that the material type was a key factor in influencing the briquettes produced. The study also found that compaction pressure has a great influence on the quality of briquettes. Lai et al. investigated the influence of processing and storage parameters on the strength of oil palm kernel shell pellets. It was observed that the strength of the pellets increased with compaction pressure, but pressures above 188 MPa had little effect on the strength. The pellet strengths were also found to increase with longer hold times.
A laboratory hydraulic press was used by Mitchual et al. to produce briquettes from different biomass species by applying pressures between 10 and 50 MPa. The study showed that the particle size of sawdust had a significant effect (p < 0.05) on the relaxed density and compressive strength of the briquettes produced. Regression models developed in the study indicated that species density, particle size and compacting pressure were good predictors of relaxed density and compressive strength. Muntean et al. investigated the influence of raw material properties on the quality of solid biofuel produced using a hydraulic piston briquetting press. It was observed that the bulk density of the initial materials, along with the temperature, influenced the quality of the briquettes produced. The study also found that the utilisation of raw materials with smaller fraction sizes positively influenced the mechanical durability of the briquettes.
It is important to develop a wide knowledge base in order to understand how densification factors influence different product quality parameters based on the various densification technologies and in dependence on the biomass processed. In particular, controllable machine variables, such as feeding speed, which measures the rate at which biomass is fed into the briquetting press, are expected to affect the quality of briquettes; however, this has received little attention in the literature. An understanding of the interaction between feed rate and other process variables will be useful in optimising the briquetting process for high-quality briquettes using briquetting equipment.
In this study, an investigation is carried out to determine the effect of feeding speed (2.4, 2.9, 3.3 mm s−1) and die temperature (100, 120, 140 °C) in a hydraulic briquetting machine on the density, durability and water resistance of biomass briquettes created from softwood (poplar wood).
2. Materials and Methods
2.1 Production of Fibres as Raw Material for Briquettes
Poplar wood (clone Max-4 Populus maximowiczii Henry × Populus nigra L.) was obtained from the short rotation coppice plantation at the Leibniz Institute of Agricultural Engineering and Bioeconomy, Potsdam, Germany. The 4-year-old trees, with an average stem diameter of 6 cm at cutting height were harvested with a tractor-mounted mower-chipper in the winter, stored, and dried until June as wood chips in an outdoor pile (Figure 1).

Figure 1. (a) Harvest of poplar with a mower-chipper. (b) Wood chips produced at harvest.
Due to microbiological activity, the wood chip pile heats up to approximately 60 °C. This increase in temperature dried the wood chips to a moisture content of approx. 30% (wet based, w.b.) for storage until further processing. Before milling, the wood chips were pretreated with water and brought to a 55% moisture content (w.b.) using barrels and a barrel tumbling machine. The wet wood chips were then milled to fibre using a small industrial-scale twin-screw extruder (P = 90 kW, Model MSZK B90e, Lehman Maschinenbau GmbH, Jocketa, Germany) at an aperture opening of 20 mm. The produced poplar fibre was subsequently passed through a flash dryer to reduce the moisture content from approx. 55% to 10% (w.b.). The fibres were collected and stored in big bags before further processing into briquettes. Particle size analysis was carried out on fibre samples collected from the big bags according to standard EN ISO 17827-2 in quadruplicate using a sieving tower with different sieve mesh widths. The bulk density of the fibre was determined using EN DIN 17828 standard test methods, based on a test volume of 10 L in a threefold repetition. The moisture content of the fibres was determined using the oven-dry method outlined in standard EN ISO 18134-2.
2.2 Operation of the Hydraulic Briquetting Press
A hydraulic-powered biomass densification machine (D-89231, RSN Maschinenbau GmbH/Germany, power 5 kW), shown in Figure 2a, was used to produce the briquettes from poplar wood fibre without the use of a binding agent. Before briquetting, the die was heated to the required temperature with three 200-W temperature sensor-controlled heating mats covering the press channel (Pt 100 temperature sensor, total heating power 600 W).
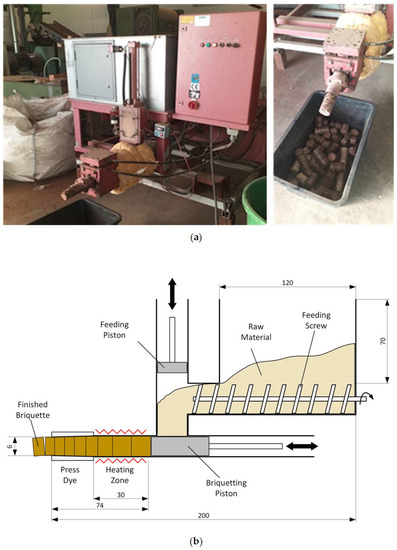 Figure 2. (a) Hydraulic piston press for biomass briquetting and briquettes; (b) schematic diagram showing the principle of operation of the hydraulic piston press (dimensions in cm).
Figure 2. (a) Hydraulic piston press for biomass briquetting and briquettes; (b) schematic diagram showing the principle of operation of the hydraulic piston press (dimensions in cm).
Additionally, the heating mats were insulated with mineral wool to minimise heat losses to the ambient temperature. After the die had reached the desired temperature, the required feeding speed was selected. Feeding speed was determined by the rotational speed of the feeding screw and varied for the trials in the range from 2.4 to 3.3 mm s−1 (horizontal speed of the screw). Fibres from the poplar wood were fed into the machine to produce briquettes. The feeding screw transports the material from the hopper to a vertical piston, which precompresses the material by forcing the material into the moulding chamber (Figure 2b). A horizontal piston then forces the material through the heated die, where it takes the shape of the die. Figure 3 shows an example of the produced briquettes and their dimensions (diameter approx. 6 cm, height approx. 5 cm). The temperature and feeding speed were varied during the experiment using an experimental design.
 Figure 3. Dimensions of the briquettes produced from poplar fibre.
Figure 3. Dimensions of the briquettes produced from poplar fibre.
2.3 Experimental Design
For the investigation of the influence of the feeding screw speed and the temperature on briquette properties, a full factorial experimental design was used. Three levels, each, of die temperature and screw speeds were utilised. The die temperatures used were 100, 120 and 140 °C. The feeding screw operated at speed levels 5, 6 and 7 set at the control cabinet, which correspond to feeding speeds of 2.4, 2.9 and 3.3 mm s−1. The levels of temperature and speeds used are presented in Table 1. The full factorial experimental design used for the study is presented in Table 2. Three replicates of the experimental design were used for the statistical analysis of the responses by randomly selecting samples from each experimental run for each response (density, durability and water resistance) considered.
Table 1. Levels of variables used for the experimental design.
| Factor | Low Level | Medium Level | High Level |
| Temperature (°C) | 100 | 120 | 140 |
| Feeding speed (mm s-1) | 2.4 | 2.9 | 3.3 |
Table 2. Full factorial design of experiments.
| Experiment Number | Temperature (°C) | Feeding Speed (mm s−1) |
| 1 | 100 | 2.4 |
| 2 | 100 | 2.9 |
| 3 | 100 | 3.3 |
| 4 | 120 | 2.4 |
| 5 | 120 | 2.9 |
| 6 | 120 | 3.3 |
| 7 | 140 | 2.4 |
| 8 | 140 | 2.9 |
| 9 | 140 | 3.3 |
2.4 Determination of Density of Briquettes
The masses of the briquettes were measured using an electronic mass balance with an accuracy of 0.01 g (Sartorius TE3102S, Göttingen, Germany). Due to cracks on the surface of briquettes, the dimensions of fairly cylindrical briquettes were measured using a vernier calliper, with an accuracy of 0.1 mm. The dimensions were utilised in the determination of the volume of the briquettes. The densities of the briquettes produced were determined from the ratio of the mass to the volume of the briquettes. The determination of density was conducted in triplicates.
2.5 Determination of Durability of Briquettes
The durability of the briquettes was determined using the tumbling method. The tumbling machine (Feed and Biofuel Pellet Tester, Andritz Feed Technologies, Esbjerg/Denmark) used is shown in Figure 4. Briquettes with a mass of approximately 1500 g were weighed and loaded into the tumbling machine. The number of rotations was set to 150 at a speed of 50 rpm. After the tumbling operation, the mass of whole briquettes was measured to determine the mass loss due to abrasion. The mechanical durability (MD) was determined from the ratio of the mass of whole briquettes after tumbling to the initial mass of briquettes, as shown in Equation (1). The durability of the briquettes was also determined in triplicate.


Figure 4. Tumbling machine for durability test.
MD: Mechanical durability [%]; mu: Mass of unabraded/intact briquettes [g]; mi: Initial mass of briquettes [g].
2.6 Determination of Water Resistance of Briquettes
Water resistance of the briquettes was determined using procedures used by Orisaleye et al., Birwatkar et al., Sengar et al. and Saha et al.. Individual samples of briquettes were weighed using an electronic mass balance before they were immersed completely in water for 120 s at room temperature. The mass of each briquette after immersion was determined. The water absorption was determined from the percentage change in mass of the briquettes after immersion in water using Equation (2). The water resistance of the briquettes was analysed in triplicate.

WR: Water resistance [%]; mw: Mass of wet briquette [g]; mi: Initial mass of briquette [g].
2.7 Statistical Analysis
The ANOVA for the density, durability and water resistance indexes was carried out using data obtained from the multiple experiments. The significance level was 5%. Parameters which were statistically significant to the density, durability and water resistance were determined. The statistical analysis was carried out using Minitab 19 software.
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Related news
Email:info@lykzhb.cn sales@lykzhb.cn
Tel: +86-379-65195189 Fax:+86-379-65182189
Technology Service:+86-13838843223
Add:Unit 1-501/502, Area B, Luoyang National University Science Park
Factory Add:Weier Road, Luoxin Industrial Zone
A high-tech enterprise integrating technical consulting, product development and manufacturing, technical services and project operation

©2023 Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd www.300.cn SEO This website supports IPV6