
28
2023
-
07
Recycling of Heterogeneous Mixed Waste Polymers through Reactive Mixing (2)
Keywords:
mixer,heterogeneous blend,recycling
Source: internal company
3.2. Effect of the MIXING Time
All the previous results indicate that morphology, rheological and mechanical properties depend on the processing conditions and that the mechanical stress acting on the melt plays a very important role. In Figure 7 the curve of the torque as a function of the mixing time is reported for sample A3.
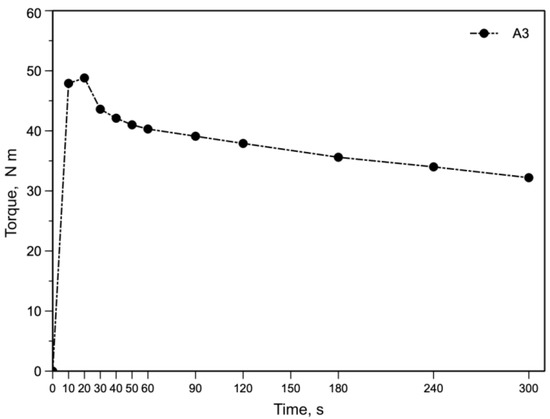
Figure 7. Curve of the torque as a function of mixing time for A3 sample.
Similar to all the curves of the torque in a mixing operation, the curve first increases due to the feeding of the cold polymer, reaches a maximum and then decreases reaching a thermo-flow-dynamic equilibrium suggesting that there is no more change in the morphology of the blend. Considering the previous hypothesis about the beneficial effect of high values of mechanical stress on the development of the morphology, tests have been done by stopping the mixing after 1 min, at which time a maximum is observed. The MFI values and the flow curves of the A3 samples mixed 1 min (A3/1) and 5 min (A3/5) are reported in Table 11 and in Figure 8, respectively.
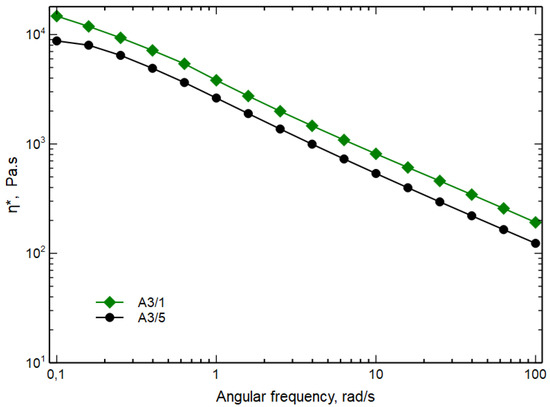
Figure 8. Complex viscosity as function of angular frequency of A3/1 and A3/5 blends.
Table 11. MFI values of A3/1 and A3/5 blends.
| Property | A3/1 | A3/5 |
| MFI, g/10 min | 0.425 | 0.503 |
The blend A3/1 shows a lower value of the MFI and a higher value of the flow curve both at low and high frequencies. In particular, sample A3/1 does not reach a Newtonian plateau in this frequency range and shows a more pronounced non-Newtonian behavior. As said before, this phenomenon is due to both the size of the dispersed particles and/or a better adhesion. From these rheological data it is, then possible to hypothesize a decrease in the dimensions of the particles and/or a better adhesion between the continuous phase and dispersed phases for sample A3/1.
In Figure 9 the SEM micrographs of the two samples are reported. The relative curves of the particle diameter distribution and numerical average diameter values are shown in Figure 10 and Table 12, respectively.
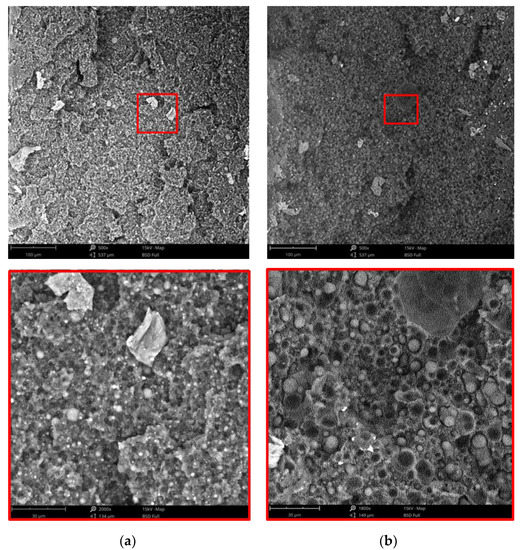
Figure 9. SEM micrographs: (a) A3/1, (b) A3/5 blends.
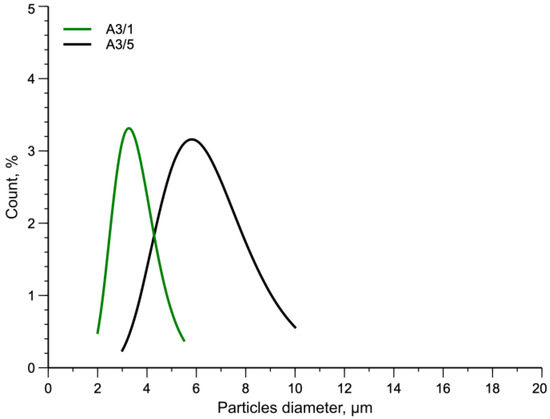 Figure 10. Normal distribution curves of particles diameter.
Figure 10. Normal distribution curves of particles diameter.
Table 12. Numerical average diameter values of A3/1 and A3/5 blends.
| A3/1 | A3/5 | |
| Numerical average diameter, Dn, um | 3.58 | 6.57 |
It is well evident that the blend processed 1 min shows particles of the dispersed phase having lower values of the diameter and smaller are also the voids present in the continuous phase of this specimen. The applied stress is then able to break the particles of the dispersed phases reducing their size, but also to form copolymers able to decrease the interfacial tension between matrix and dispersed phases and then improve the adhesion between matrix and dispersed phases. The numerical average diameter is about 3.5 µm and the diameter distribution decreases from 3–10 µm to 2–6 µm. The mechanical properties are reported in Table 13 for the two blends and their stress-strain curves are plotted in Figure 11. Additionally, in this Figure, the sudden change of the stress-strain curves is due to the change of the crosshead speed.
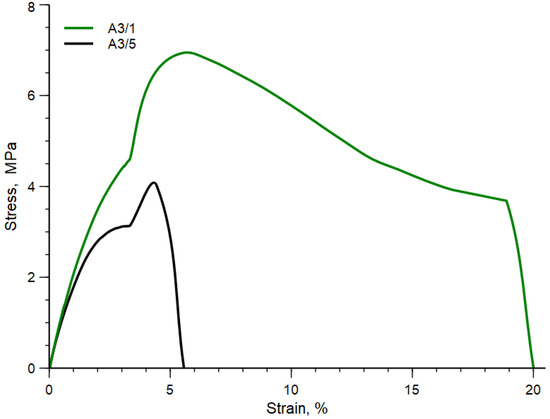 Figure 11. Stress-strain curve of A3/1 and A3/5 blends.
Figure 11. Stress-strain curve of A3/1 and A3/5 blends.
Table 13. Tensile properties of A3/1 and A3/5 blends.
| Blend Code | E, MPa | TS, MPa | EB, % |
| A3/1 | 212 ± 13 | 7.6 ± 2.5 | 19.1 ± 4.1 |
| A3/5 | 176 ± 19 | 4.2 ± 2.5 | 5.1 ± 1.5 |
The two stress-strain curves are strongly different. Indeed, the curve relative to the A3/5 sample is the typical stress-strain curve of a fragile polymer, while the stress-strain curve of sample A3/1 shows yield stress and ductile behavior.
Elastic modulus, tensile strength and elongation at break are significantly higher for the blend processed 1 min. It is very impressive, however, that the mechanical behavior of the A3/1 blend is dramatically changed and a brittle-to-ductile transition with the presence of yield stress is observed by optimizing the processing time.
The change of morphology has implied a brittle-to-ductile transition due to the higher contact area between the matrix and dispersed particles and a better adhesion between the matrix and other phases.
This remarkable effect of time can be interpreted in two different ways. The first one is connected simply to the higher mechanical stress experienced at 1 min. The morphology of the sample is “frozen” in that obtained at the higher values of the torque. The second one can be correlated with the formation of small amounts of copolymers that, with increasing mixing time, are broken by the same mechanical stress reducing the effect of these adhesion promoters and worsening the final morphology of the blend. In addition, in this case, the ratio 𝐀𝐀3/1𝐭 / 𝐀𝐀3/5𝐭≅1.83 and thus a much larger contact area with respect to the blend A3/5 and especially much larger than that of the brittle sample. This result is in accordance with the above results. Figure 12 shows the FTIR spectra of the A3/1 and A3/5 blends.
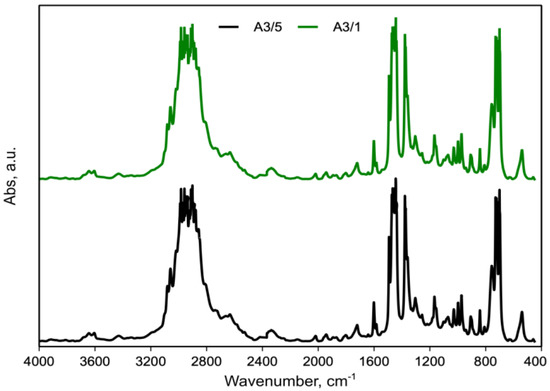 Figure 12. FTIR spectra of A3/1 and A3/5 blend.
Figure 12. FTIR spectra of A3/1 and A3/5 blend.
Observations similar to those reported previously can be made, as no new peaks or significant peaks shifts were observed between the A3/5 and A3/1 blend.
Figure 13 and Figure 14 show the photos of the solutions PS/PET and LDPE respectively for the binary blends prepared at 180 °C, 250 rpm and 1 and 5 min, while, Table 14 summarizes the turbidity values. It is evident that the two suspensions show some turbidity and this is an indication of the presence of copolymers PS-PET and LDPE-PET that are present in the form of colloids. It is also clear that the turbidity of the blends prepared for 1 min is higher than that shown of the blend mixed for 5 min. These copolymers act as compatibilizers giving a better adhesion and a better morphology.
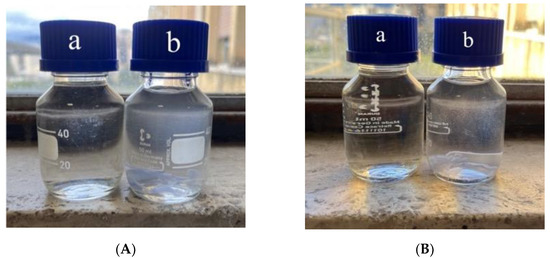
Figure 13. Photos of the solutions PS/PET: (A) PS/PET_1: (a) solvent, (b) suspensions; (B) PS/PET_5: (a) solvent, (b) suspension.
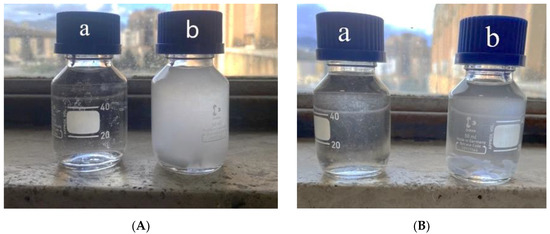
Figure 14. Photos of the solutions LDPE/PET: (A) LDPE/PET_1: (a) solvent, (b) suspensions; (B) LDPE/PET_5: (a) solvent, (b) suspension.
Table 14. Degree of turbidity of suspensions.
| Turbidity, FTU | PS/PET_1 | PS/PET_5 | LDPE/PET_1 | LDPE/PET_5 |
| Suspensions | 9.21 ± 1.1 | 3.16 ± 0.8 | 36.9 ± 7.8 | 10.5 ± 2.6 |
A competition between the formation of copolymers and cleavage of the same copolymers by thermomechanical degradation can well interpret this result and the presence of a maximum for the blend prepared for 1 min as for the morphology and mechanical properties. The copolymers are formed but, at the same time, the thermomechanical stress breaks then decreasing the adhesion effect.
4. Conclusions
The processing of heterogeneous mixtures to produce blends with good mechanical properties is very difficult due to the incompatibility of the different components. In this case, blends with poor mechanical properties are obtained. In order to overcome this problem, it is usual to use graft or block copolymers as compatibilizers. However, when dealing with heterogeneous blends composed of more than two components, it is not always possible to have ad hoc compatibilizer, all the more so when the components come from municipal solid waste, where the chemical nature is often changed due to a degradation processes.
In this paper, the effect of temperature, rotational speed and time on the morphology, viscosity and mechanical properties of a heterogeneous blend was studied using a conventional laboratory mixer. In particular, the processing parameters were optimized to obtain high stresses able to produce particles of the dispersed phases with very low dimensions and to generate copolymers capable of acting as compatibilizers.
It has been observed that by decreasing the temperature and increasing the speed of rotation, both rheological behavior and ductility values increase thanks to a decrease in the size of the dispersed phases and to an improvement of the adhesion between the matrix and dispersed phases. The improvement of the adhesion is due to the formation of small amounts of copolymers formed between the macroradicals generated by the highly applied mechanical stress. In addition, it has been observed that by optimizing the mixing time by reducing it from 5 min to 1 min an increase in ductility of about 270% is observed with a brittle-to-ductile transition. This last effect has been interpreted considering that the copolymers formed after 1 min at the highest shear stress are broken with increasing the mixing time by the thermomechanical stress.
Related news
Email:info@lykzhb.cn sales@lykzhb.cn
Tel: +86-379-65195189 Fax:+86-379-65182189
Technology Service:+86-13838843223
Add:Unit 1-501/502, Area B, Luoyang National University Science Park
Factory Add:Weier Road, Luoxin Industrial Zone
A high-tech enterprise integrating technical consulting, product development and manufacturing, technical services and project operation

©2023 Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd www.300.cn SEO This website supports IPV6