
27
2023
-
04
Identification of Optimal Binders for Torrefied Biomass Pellets (2)
Keywords:
torrefied biomass,binders,pellets
Source: internal company
3. Organic Binders
Organic binders have the benefit of low ash and impurities, important factors when producing a torrefied pellet/briquette for use in an existing coal-fired plant. They generally suffer from poor resistance to moisture and biological degradation, with some exceptions. The following section describes the most promising organic binders for use in torrefied wood pellets. Table 3 gives a comparison of the natural soluble binders discussed.
| Binder | Source | Binding Type | Price (CAD/tonne) |
Conc. (wt%) |
Added Cost (CAD/tonne) |
HHV (MJ/kg) |
Solubility * (g/100 mL) |
Contaminants | |
| Organic Binders | Starch (dry) | Food crops | Matrix/Film | $200–300 | 0.25–2 | $3.25 | 16–18 | Soluble when heated | None |
| Starch (gelatinized) | Food crops | Matrix/Film | $500–1500 | 0.25–2 | $26.45 | 12–16 | Partially insoluble | None | |
| Fiber (soluble) | Food crops | Matrix | $330 | 1–5 | $9.90 | 8–10 | Miscible/Absorbs | None | |
| Protein | Plant and animal products | Matrix | $2000–4000 | 0.5–2 | $45.00 | 12–16 | 0–0.7 | None | |
| Molasses | Sugar production | Film | $180–250 | 2–5 | $41.10 | 7–10 | ≈200 | Possible high sulfur | |
| Glycerol | Bio-diesel production | Plasticizer | $18 | 1–5 | $0.50 | 19 | Miscible | Potassium or sodium | |
| Calcium Stearate | Plant and animal fats/oils | Plasticizer | $500–2000 | 0.5–2 ** | $21.25 | 40 | 0.004 | Calcium | |
| CMC | Pulp and Paper Product | Film | $2000–4000 | 0.5–2 ** | $45.00 | 12–16 | Miscible | Sodium | |
| Lignin | Pulp and paper/bio-ethanol | Matrix | $500–1500 | 2–12 | $77.50 | 26 | Insoluble | Possible Sulfur (2–3%) | |
| Lignosulfonate | Pulp and paper by-product | Film | $100–750 | 1–3 | $11.75 | 17 | Insoluble | Sulphur (7–10%) and Ca or Na | |
| Biomass Tar | Torrefaction/Pyrolysis | Film | Not Available | 2–20 | -- | 16–21 | Insoluble | None | |
| Tall Oil Pitch | Pulp and paper by-product | Matrix/Plasticizer | $450 | 5–20 | $56.25 | 36 | Insoluble | None | |
| Petrochemical | Coal Tar Pitch | High-temp. coal by-product | Matrix | $350–600 | 5–6 | $13.85 | 60 | Insoluble | High sulfur |
| Asphalt (Bitumen) | Oil refining | Matrix | $400–800 | 44,965 | $36.00 | 24 | Insoluble | High Sulfur |
| Inorganic Binders | Caustic Soda | Electrochemical Process | Chemical | $230–500 | 0.5–2 | $5.60 | 0 | Soluble | N/A |
| Lime | Mined limestone | Chemical | $75–300 | 0.5–2 | $3.20 | 0 | Reacts | N/A | |
| Bentonite | Mined clay | Film | $90–450 | 1–5 | $11.70 | 0 | Absorbs | N/A | |
| Sulphuric Acid | Chemical processes | Chemical | $20–200 | 0.5–2 ** | $2.00 | 0 | Soluble | N/A | |
| Sodium Silicate | Sand and caustic soda | Film/Plasticizer | $200–500 | 0.5–2 ** | $5.50 | 0 | Soluble | N/A | |
| Calcium Chloride | Limestone/Solvay | Chemical | $500–3000 | 0.5–2 ** | $31.25 | 0 | Soluble | N/A |
| * Solubility in water; ** No data available, concentrations assumed. |
Table 3. Source, cost, and properties of binders analyzed in this study.
3.1 Starch
Starch is most commonly used as a binder in food products. Starch addition can increase the pellet hardness and reduce abrasion during transportation. It is also used in pharmaceutical applications and animal feed pelletization. It can be used to bind biomass pellets in much the same way. Starch binders are common in Australia, where biomass pellet utilization is widespread. Typically, concentrations of <2 wt% of starch are utilized. Starch is also widely used in Asia for the production of coal briquettes for residential heating and cooking.
Starch can be derived from a number of different plants—including wheat, potato, corn, rice, and pea—and food waste. It consists of a number of glucose rings joined together by oxygen side-chain bonds, shown in Figure 2. Depending on the source plant, starch is typically composed of 20–25% amylose and 75–80% amylopectin. To save on processing costs, flour is typically used as the binder, which contains 85–95 wt% starch. Tabil et al. found that an addition of only 0.5 wt% pea starch significantly increased the durability of alfalfa feed pellets. Kuokkan et al. found that the addition of 1% potato flour increases pellet durability from 96.5% to 98% compared to binder-free wood pellets. They also found that the addition of potato flour did not significantly increase the biological degradation of the pellet. Margl and Kiefer produced a raw wood pellet, 11–14 wt% moisture, using a corn flour binder, 1–5 wt%, and found improved abrasion resistance. Tapioca starch and corn starch have a low cost. Tapioca starch increases the strength of briquettes more than corn starch due to its higher lignin content. The addition of tapioca starch solution to biomass at a ratio of 100:20 (TS1) provides the highest fixed carbon content (56.94), lower volatile matter (26.42), and lower ash content. It is able to increase the HHV of biomass by 30%.
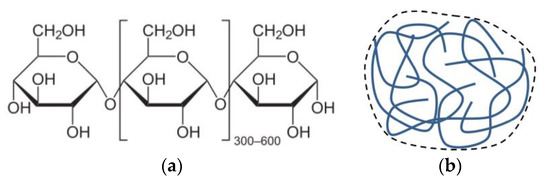 Figure 2. (a) Starch molecule; (b) starch granule containing a number of starch molecules.
Figure 2. (a) Starch molecule; (b) starch granule containing a number of starch molecules.
The main drawback of using starch is its hydrophilic nature. If dry starch is used as a binder, it will absorb moisture and potentially deteriorate. Gelatinized starch is created through the addition of water and heating to between 55 and 85 °C and can be promoted through the use of corrosives, i.e., sodium hydroxide. This breaks apart the starch granule through swelling and irreversible absorption of water. The intermolecular bonds are broken, and starch molecules leave the granule, allowing the intermeshing of starch molecules in solution. The mechanical shearing and friction heating during pelletization can also cause some degree of starch gelatinization, but this is limited.
Trubiano and Kasica produced a "compressible" starch with a partially broken-down granular structure through treatment with an acid or enzyme. Heimann et al. produced a raw wood pellet using a partially gelatinized starch (10 wt%) and an alkali metal hydroxide (0.02 wt%) with a durability index of 99.99. The greater the degree of starch gelatinization, the higher the pellet durability and the lower the moisture absorption potential; however, it would still be susceptible to biological deterioration. Wood found that pregelatinized starch resulted in higher pellet hardness and durability. Franke et al. created hydrophobic coal briquettes using a gelatinized starch wetted and re-dried at 100–150 °C. To create a hydrophobic pellet, a drying/hardening step at ~270 °C for 1 h was required. The resulting pellets did not deteriorate in water, absorbing only 7 wt% water when submerged for 24 h. Dry and gelatinized starches are treated separately in the binder comparison.
3.2 Fiber
Fiber can be either water-soluble or insoluble. The former increases the viscosity of the feed allowing for better pelletizing and increase pellet strength. The long fiber molecules entangle and wrap around the biomass particles. Insoluble fibers can entangle or fold between particles to increase strength. Increasing the fiber content from 18–27 wt% has been shown to increase the durability of alfalfa pellets by about 5%. Native fiber present in the feedstock can decrease the durability of pellets. Fiber is stiff and highly elastic, causing it to re-expand after pelletization. This could require chemical pretreatment of the high-fiber material to break down the long chains. Long fibers in the pellet can also make weak points for fragmentation. Soluble fiber can be solubilized during the heat and pressure of pelletization and subsequently recrystallized upon cooling to form solid bridges. This is in addition to fiber entanglement, which occurs in soluble and insoluble fibers. Due to this added binding mechanism, only soluble fibers will be used in the comparative analysis.
3.3 Protein
Under the heat and pressure of the pelletizing process and in the presence of water, protein will plasticize and can be used as a binder. Heat, moisture, and shear also cause proteins to denature, allowing the long protein chain molecules to intertwine and bind together. Alternatively, the protein could be hydrolyzed prior to pelletization via heating (120 °C for 45 min) in an acidic or alkaline solution. When the protein collagen is hydrolyzed it forms gelatin, discussed later. Oriented strand board (OSB) can be made with a hydrolyzed soy protein binder cross-linked with formaldehyde. Protein is typically sourced from crops similar to starch, including soybean, wheat (gluten), corn, and alfalfa. It can also be sourced from by-products from animal processing, i.e., collagen.
Steele and Penmetsa produced torrefied pellets with hydrolyzed soy protein and bio-oil. The strongest pellet produced was in a ratio of 1:1 hydrolyzed protein to bio-oil, with bonds formed through cross-linkages between particles. The pellets produced could be immersed in water for extended periods without disintegration, and increasing the binder concentration from 10 to 30% reduced the moisture uptake substantially. The type of protein is important to the pellet durability and the addition of raw protein produces a pellet with greater durability than denatured protein. Cavalcanti found that different proteins produced pellets of varying durability. He found that protein from soybeans had a positive effect on pellet durability, whereas protein derived from corn meal had a negative effect.
Gelatin
Gelatin is produced through the hydrolysis of collagen; a process which breaks the bonds between protein polypeptide fibrils into smaller single peptides. This modified protein is less rigidly structured, rearranging more easily and dissolving easily in hot water. Upon cooling, the protein strands bond together in a partial return to helical polypeptides. The collagen strands bind together randomly, forming a three-dimensional network of gelatin molecules known as a semisolid colloidal gel. The formation of the cross-bonds is slow, and the gel strength increases with time.
3.4 Molasses
Molasses is a by-product of the refining of sugar. Molasses binds through a film-type adhesion of the particles. It may also gain some binding effect from the formation of solid bridges resulting from the recrystallization of sugars or solidification upon cooling and drying of the pellet. It is a popular binder in animal feed pellets because it has the added benefit of increasing the calorific value and nutrient content of the feed. It creates very durable pellets but is soluble in water and prone to weathering.
3.5 Fats and Oils
The addition of fats and oils to animal feed pellets typically leads to a decrease in pellet durability. Fats and oils act as a lubricant between particles, reducing bonding strength as well as inhibiting the solubility of water-soluble components to form solid bridges. The lubricating effect reduces friction in the pelletizer, leading to a reduction in pelletizing pressure and a further reduction in durability; however, this does reduce the energy requirements of the pelletizer. It is possible that in wood, fats and oils could act as a plasticizer for the polymeric compounds' lignin and hemi-cellulose, reducing their softening temperature and increasing their binding ability. This could be of benefit to torrefied pellets, in which the glass transition of the lignin has been altered; however, further study is required, and fats and oils will not be included in the binder analysis.
3.6 Carboxymethyl Cellulose
Carboxymethyl cellulose (CMC), or "cellulose gum", is produced through the reaction of cellulose with chloroacetic acid, producing soluble cellulose. CMC is a widely used food additive. The addition of CMC to biomass causes electric dipole forces between particles, which may increase the cohesion strength of pellets and cause polyelectrolyte formation. A hydrogen bond forms between the electric dipole of water molecules in water and the OH group on the CMC. At the interface of biomass particles and CMC strong bonds—similar to solid bridges—are formed. These interparticle interaction enhancements in pellets increase the quality of biomass as a source of energy. Relaxed density; compressive strength; and durability of cotton stalks, wheat straw, and rape straw pellets increased considerably in CMC content cotton stalks and wheat straw, while the quality content of CMC content rape straw was decreased due to the presence of extractives. CMC is an effective binder for minimal extractive content biomass. Addition of Sodium carboxymethyl cellulose to biomass fuels, besides improving the pellets quality, increases particulate matter (PM) to varying degrees due to the formation of Na-containing species, e.g., NaCl, Na2SO4, NaOH, and Na2CO3. Adding Si-containing rice husk or SiO2-rich minerals to biomass fuels can reduce PM emissions by facilitating coarse ash particle formation. Carboxymethylcellulose provided the highest mechanical durability (4449 N), lower ash content (4.2 wt%), and improved HHV (20.68 MJ/kg) compared to other binders for torrefied Palm kernel pellets.
3.7 Lignin
Additional lignin can be added to the feedstock to improve binding. Concentrations of lignin up to 30 wt% can be beneficial for pellet strength. Above about 30 wt%, the pellets can become brittle, and durability is thus decreased. Lignin is a by-product of the pulp and paper industry and is the main constituent of Kraft liquor waste product, about 40% of black liquor. Delignification of the wood fiber in the Kraft pulping process is conducted using a sulfate, which replaces the lignin's ether bonds with sulfur functional groups, causing depolymerization. The majority of sulfur is recovered as elemental sulfur and polysulfide; however, Kraft lignin still contains 2–3 wt% sulfur. Acid washing can further reduce the sulfur content of the lignin. Lignin is also a by-product of bio-ethanol production. This type of lignin is referred to as hydrolysis lignin and typically has less sulfur than Kraft lignin (>1 wt%). As a binder in pellet production, Kraft lignin must be heated and softened as it has a higher glass transition temperature (Tg ≈ 100 °C) than lignin present in saturated wood.
Kong et al. used alkaline lignin (similar to Kraft lignin) as a binder in bio-char pellets in the form of saw dust pyrolyzed at 500 °C for 1 h. They found that bio-char pellets made with 15 wt% lignin swelled considerably and lost all durability when stored for 2 weeks in a 60% relative humidity chamber, absorbing 25 wt% moisture. This was attributed to moisture absorption on the polar functional groups on the alkaline lignin.
3.7.1 Lignosulfonate
Lignosulfonate is a by-product of the less-used sulfite pulping process. In this process, a sulfite (i.e., NaSO3) is used to break the ester bonds between lignin molecules that bind the cellulose fibers, a process known as delignification. Like Kraft lignin, lignosulfonates come in a broad range of complex compositions and molecular makeups but are less fragmented. They all include the SO3H side chain of the lignin aromatic alcohols, shown in Figure 3. They are produced from black/red liquor, a waste by-product of the acid pulping of wood fiber in the pulp and paper industry. Lignosulphonates can be precipitated from the liquor through the addition of a metal hydroxide. When used as a binder, bonding between lignosulphonate molecules typically occurs at the free phenolic hydroxyls.
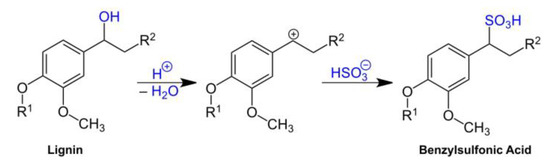 Figure 3. Production of lignosulfonate (image by Dobie, distributed under a CC-ASA 4.0 license).
Figure 3. Production of lignosulfonate (image by Dobie, distributed under a CC-ASA 4.0 license).
Lignosulphonate is one of the most widely used and effective binders in the production of animal feed pellets, effective at low concentrations of 1–3 wt%. It binds by adhering to the surface of and forming solid bridges between particles. Its major drawback is the potential absorption of water. The sulfonate groups are hydrophilic, and in addition to hydrophilic residual sugars, weathering will likely be a problem, preventing uncovered storage and transportation of pellets. Further studies are needed to test moisture absorption.
The metal salts (Na, Ca) formed during the precipitation of lignosulphonate can cause a decrease in ash melting temperature, leading to fouling of boiler tubes and the formation of large ash agglomerates. Calcium typically produces compounds with higher melting points, so lignosulphonate precipitated using calcium hydroxide is preferable. The sulfur content in lignosulphonates (up to 10 wt%) can lead to the formation of sulfates with high melting points, reducing ash fouling and corrosion tendencies; however, it also increases the production of SO2, a harmful pollutant. A pellet made with only 1 wt% lignosulphonate increases the sulfur content to 0.57 g/kg, above the CEN/TS 14961 limit for chemically treated biomass of 0.5 g/kg.
Pfost added 1–2 wt% lignosulphonate to feed pellets, increasing the durability from 90 to 97%. Kuokkan et al. found that the addition of 1 wt% lignosulfonate increased pellet durability from 96.5% to 97.7% compared to binder-free pellets. They also found that lignosulfonate decreased the pelletizing energy usage and increased production rate. Dobie tested a mixed binder composed of lignosulphonate, 2.4 wt% ammonia, and 50 wt% water. He found that adding 5–10 wt% of this mixture to grass pellets increased the durability from 15–44% to 93–97%, allowing the production of pellets from a difficult-to-densify feedstock.
3.7.2 Tall Oil Pitch
Tall oil pitch is the third major by-product from the Kraft fiber production process. It is composed of a number of different compounds including esterified acids (23–38%), free fatty acids (35–52%), and neutral compounds (25–34%). It is skimmed off after the initial thermal alkaline treatment and is the bottom fraction of subsequent distillation, which is then neutralized with acid. It is used as an ingredient in adhesives and binder/sealant in road construction and is used as the binder for extruded "fire logs". In wood pellets, it has shown promise as a plasticizer for lignin. It is water-insoluble and not prone to biological degradation, but its effect on improving the durability of pellets has yet to be demonstrated.
3.8 Biomass Tar
Also referred to as "biomass oil" or "pyrolysis oil", biomass tar is a liquid produced when biomass is heated above 300 °C in an oxygen-free environment. In the temperature range of 200–300 °C, torrefaction occurs, driving off moisture and lighter volatiles, which can be condensed into an aqueous, low-viscosity "oil". In the range of 300–500 °C, pyrolysis begins, and heavier hydrocarbons are driven off, producing biomass tars. Biomass tar is a complex mixture of hundreds of hydrocarbons produced through the thermal decomposition of lignin, hemicellulose, and cellulose as well as oils, waxes, and other minor components of biomass. It binds the wood particles through formation of a film on the particles and "gluing" the particles together. Concentrations of up to 50 wt% can be used depending on the feedstock; however, typically, concentrations are in the range of 2 to 20 wt%. White stated that a minimum of 3 wt% biomass tar binder was required to ensure sufficient coverage of the biomass particles. The heavier tars are immiscible with water and not prone to weathering. Tar creates very durable pellets, but there could be potential issues associated with leaching and off-gassing of the lighter polycyclic aromatic hydrocarbons (PAHs), some of which could be toxic. Addition of tar to wheat straw increases the mechanical strength and LHV of pellets considerably. By addition of 35 wt% tar, the LHV increased between 20–26% depending on the feedstock.
Tar binder can be produced in conjunction with the production of torrefied biomass. It is common practice to use the condensate (mostly water with light tars) from torrefaction to rehydrate the torrefied material prior to pelletization. The binding effect of these lighter volatiles is most likely limited.
3.9 Glycerol
Glycerol is a by-product of the biodiesel production process. For every 10 kg of biodiesel produced, 1 kg of glycerol is produced through the transesterification of fats and oils (triglycerides). Glycerol primarily acts as a plasticizer and has the potential to soften other polar molecules, such as lignin. The hydroxyl groups on the glycerol molecule, shown in Figure 4, could disrupt the intermolecular hydrogen bonds of the lignin in much the same way as water.
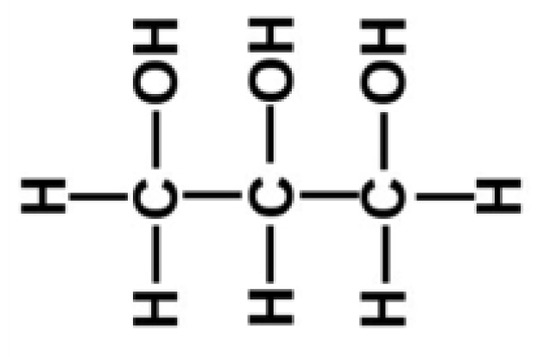 Figure 4. Glycerol molecule
Figure 4. Glycerol molecule
Lu et al. found that wheat straw pellets made with 5 wt% glycerol increased the fracture and tensile strength of pellets by 67 and 54%, respectively. In torrefied pellets, glycerol could plasticize the lignin, allowing for effective pelletization at lower temperatures and moisture contents. The main drawback of glycerol is its hydrophilic nature, resulting from the hydroxyl groups. If the glycerol is saturated with water during the pelletizing process, then further moisture absorption/weather is not a problem.
3.10 Stearic Acid
Stearic acid is one of the most common saturated fatty acids found in nature, typically in animal fats. It is produced through the saponification of triglycerides (fats and oils). It is used as a lubricant and release agent in pressing processes. The polar end group easily forms ionic bonds with metal cations (Na, Ca, Mg, Zn, etc.), shown in Figure 5. Renirie et al. found that the addition of stearic acid, 2.5 wt%, and rye meal, 1 wt%, reduced the fines of the produced pellets (2.7%) compared to pellets without a binder and 1 wt% flour binder that produced 4.3% and 3.5% fines, respectively. Additionally, the stearic acid had a lubricating effect, reducing the power consumption of the pelletizing process and increased the throughput on an industrial mill.
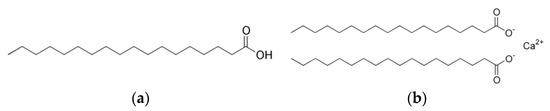 Figure 5. Chemical structures of (a) stearic acid and (b) calcium stearate
Figure 5. Chemical structures of (a) stearic acid and (b) calcium stearate
Metallic stearates are used in the plastics industry as lubricants and release agents. It has been found that the use of calcium stearate, [CH3(CH2)16COO-]2(Ca2+), has been shown to increase the hardness of polymers by acting as a plasticizer. Calcium stearate and other plasticizers have the potential to reduce the energy requirements of the pelletization of difficult to extrude torrefied material. The use of plasticizers in this respect warrants further experimental investigation. Calcium stearate is a good candidate as a plasticizer due to its low cost, insolubility in water, and resistance to biological degradation, but further experimental investigation is required.
4. Petrochemical Binders
Although standards regarding bioenergy products will likely preclude the use of petrochemical binders, they are widely used in the production of coal briquettes and deserve mention.
4.1 Coal Tar Pitch
Coal tar pitch is produced in a similar fashion to biomass tar, through the heating of coal in a low oxygen environment to produce condensable, heavy hydrocarbon tars. Coal tar pitch has been used in the production of coal briquettes since the beginning of the 20th century. It acts as film type binder, "gluing" particles together. It is insoluble in water and resistant to biological degradation; however, it is highly toxic and a known carcinogen due to the high concentration of PAHs. It can also foul the feed lines to furnaces when warmed through grinding. Zhong et al. used coal tar pitch to produce formed coal briquettes from high-volatility coal for COREX ironmaking process.
4.2 Asphalt
Asphalt is a by-product of the crude oil refining process, obtained from the distillation bottoms. Material with a boiling point greater than 500 °C is referred to as asphalt. It is a highly viscous amorphous material, and when heated above 100 °C, it softens and can be used as a film-type binder. It is highly resistant to weathering and biological degradation but is also toxic. Addition of asphalt as a binder improves the hydrophobicity of pulverized coal. It must be transported from the refinery in heated or insulated tankers or railcars until its final end use, typically for paving or roofing operations. This would make its use as a binder in small quantities difficult.
4.3 Plastics
Using plastic waste as a binder can minimize their effect on the environment as a pollutant. The addition of high-density polyethylene (HDPE) to torrefied wheat and barley straw pellets increased density, tensile strength, and high heating value and reduced ash content and moisture adsorption. Plastic binders are not included in the comparative analysis as their addition would make the pellet a solid recovered fuel rather than virgin wood pellet.
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Related news
Email:info@lykzhb.cn sales@lykzhb.cn
Tel: +86-379-65195189 Fax:+86-379-65182189
Technology Service:+86-13838843223
Add:Unit 1-501/502, Area B, Luoyang National University Science Park
Factory Add:Weier Road, Luoxin Industrial Zone
A high-tech enterprise integrating technical consulting, product development and manufacturing, technical services and project operation

©2023 Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd www.300.cn SEO This website supports IPV6