
08
2023
-
06
Maximizing the Recycling of Iron Ore Pellets Fines Using Innovative Organic Binders (2)
Keywords:
agglomeration ,pellet fines ,briquettes,organic binders,reduction
Source: internal company
3. Results and Discussion
3.1. Sample Characterization
3.1.1. Chemical Analysis
Chemical analysis of the supplied pellet fines was determined using XRF technique and all of the individual element percentages were analyzed. It was confirmed that the major constituent of pellet fines was hematite (Fe2O3) being 95.11 wt.% along with minute fractions of CaO, SiO2, MnO, MgO, Al2O3 (of the range ~1 wt.%).
3.1.2. Particle Size Distribution
The usage of a mechanical sieve shaker for the supplied pellet fines gave the particle size distribution as shown in Figure 1. It can be inferred that the pellet fines are mainly composed of very fine material below 0.063 mm in size. Since it involves a larger fraction of material between 1.0 and 5.6 mm in size range, briquetting is the dominating agglomeration technique that can be used in this case, when in comparison with the pelletizing process.
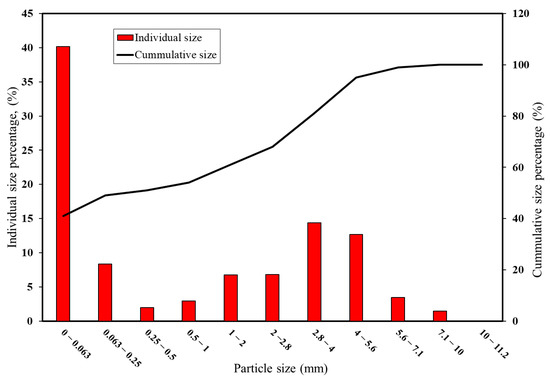
Figure 1. Particle size distribution of the supplied pellet fines.
3.1.3. Moisture Content
Moisture analysis of pellet fines confirmed that they are supplied in dry form, with a very limited amount of moisture content (0.03%), whereas binders had a relatively high moisture content (5–10%).
3.2. Screening of Binders
To derive a correlation between the selected binder performances, all of the seven binders were weighed 1 wt.% of the total weight (20 g) for the production of briquettes by manual hand pressing. Pre-designed recipes for the purpose of screening binders are shown in Table 3. The effect of all seven selected binders on the strength of the developed briquettes was determined by comparing the CCS and STS of each individual briquette. Eight recipes were produced using pellet fines as the matrix. R0 is made to be the reference recipe, a recipe comprising only pellet fines, i.e., no binder. CCS and STS tests were performed directly after compression, after 24 h, 96 h, 168 h, and after drying the sample in the oven at 105 °C for 2 h. To optimize the amount of water that needs to be added to the mixture for obtaining high mechanical properties, the moisture content in the briquette was also measured.
Table 3. Pre-designed recipes for screening of binders.
| Material | Recipe No. | |||||||
| R0 | R1 | R2 | R3 | R4 | R5 | R6 | R7 | |
| Pellet fines | 100 | 99 | 99 | 99 | 99 | 99 | 99 | 99 |
| CB6 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| FE14 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 |
| Kempel | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 |
| Starch | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 |
| Sodium Silicate | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 |
| Lignin | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 |
| Lignosulfonate | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
From Figure 2 and Figure 3, it can be ascertained that the recipes R1 (CB6), R3 (Kempel), R5 (sodium silicate), and R7 (lignosulfonate) are able to give high dry compressive and splitting strength when in comparison with other binders. Good densification of briquettes (briquettes with significantly less disintegration of material after production) was achieved because of the high compaction pressure of 200 KN and due to the presence of finer particles in the prime material, i.e., pellet fines. From Figure 2 and Figure 3, it can also be confirmed that the reference recipe depicted a loss of strength when left to dry either in the air or oven. This trend can be attributed to the lack of binders to improve the cohesion force between particles when water is introduced. In the case of R1, R3, R5, and R7, all of the binders efficiently reacted with water and developed strong cohesion force in between particles, consequently increasing the CCS and STS of the briquettes. In parallel to that trend, briquettes dried in the oven at 105 °C for 2 h possessed higher strength when in comparison with air-dried briquettes, i.e., Drying Compressive Strength (DCS) or Drying Splitting Strength (DSS) were found to be dominant with respect to Air Compressive Strength (ACS) or Air Splitting Strength (ASS).
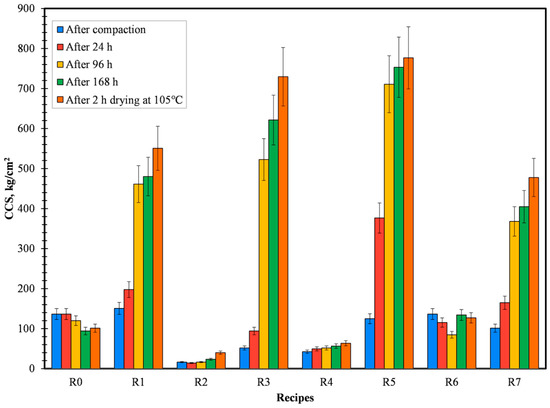
Figure 2. Variation in CCS for all the produced recipes.
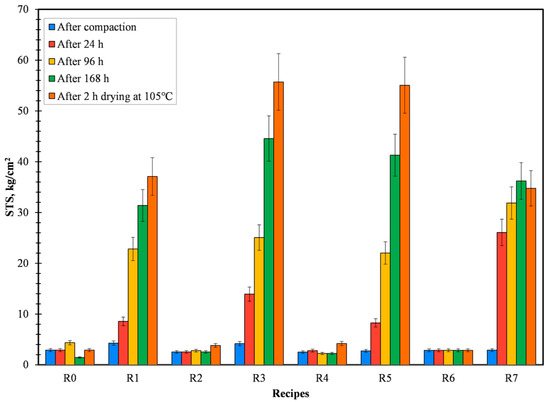 Figure 3. Variation in STS for all the produced recipes.
Figure 3. Variation in STS for all the produced recipes.
Green compressive and splitting strength is of utmost importance in order to sustain the minor disintegration of briquettes directly after the production process. Taking green and drying compressive strength into account, recipes R1, R3, R5, and R7 proved to be the best. For the ease of experiments, only CB6, Kempel, and sodium silicate were selected for further evaluation. In spite of that, using lignosulfonate as an organic binder is an area to study further as it is 100% renewable.
3.3. Design of Experiments Results
The selected three binders (CB6, Kempel, and sodium silicate), which were found to be the best out of eight recipes, were fed into the DOE software (MODDE version 13), and the total number of necessary experimental runs was determined. Preliminary experiments with 0–10 wt.% of water proved that 5 wt.% of water is the optimum condition for briquetting. Whenever the water content was above 5 wt.%, excess water was found to squeeze out from the mold during briquetting. Hence, for the purpose of DOE, the moisture content in the mixture is made to vary from 0 to 5 wt.%, compaction pressure from 50 to 200 kN, and binder content from 0 to 2 wt.%. Table 4 gives the composition of all the recipes that were produced to determine the optimum condition for maximum compressive and splitting strength.
Table 4. Representative recipes to be produced.
| Recipe No. | Pellet Fines, wt.% | CB6, wt.% | Kempel, wt.% | Sodium Silicate, wt.% | Moisture, wt.% | Compaction Pressure, kN |
| N1 | 100 | 0 | 0 | 0 | 0 | 50 |
| N2 | 98 | 2 | 0 | 0 | 0 | 50 |
| N3 | 98 | 0 | 2 | 0 | 0 | 50 |
| N4 | 96 | 2 | 2 | 0 | 0 | 50 |
| N5 | 98 | 0 | 0 | 2 | 0 | 50 |
| N6 | 96 | 2 | 0 | 2 | 0 | 50 |
| N7 | 96 | 0 | 2 | 2 | 0 | 50 |
| N8 | 94 | 2 | 2 | 2 | 0 | 50 |
| N9 | 95 | 0 | 0 | 0 | 5 | 50 |
| N10 | 93 | 2 | 0 | 0 | 5 | 50 |
| N11 | 93 | 0 | 2 | 0 | 5 | 50 |
| N12 | 91 | 2 | 2 | 0 | 5 | 50 |
| N13 | 93 | 0 | 0 | 2 | 5 | 50 |
| N14 | 91 | 2 | 0 | 2 | 5 | 50 |
| N15 | 91 | 0 | 2 | 2 | 5 | 50 |
| N16 | 89 | 2 | 2 | 2 | 5 | 50 |
| N17 | 100 | 0 | 0 | 0 | 0 | 200 |
| N18 | 98 | 2 | 0 | 0 | 0 | 200 |
| N19 | 98 | 0 | 2 | 0 | 0 | 200 |
| N20 | 96 | 2 | 2 | 0 | 0 | 200 |
| N21 | 98 | 0 | 0 | 2 | 0 | 200 |
| N22 | 96 | 2 | 0 | 2 | 0 | 200 |
| N23 | 96 | 0 | 2 | 2 | 0 | 200 |
| N24 | 94 | 2 | 2 | 2 | 0 | 200 |
| N25 | 95 | 0 | 0 | 0 | 5 | 200 |
| N26 | 93 | 2 | 0 | 0 | 5 | 200 |
| N27 | 93 | 0 | 2 | 0 | 5 | 200 |
| N28 | 91 | 2 | 2 | 0 | 5 | 200 |
| N29 | 93 | 0 | 0 | 2 | 5 | 200 |
| N30 | 91 | 2 | 0 | 2 | 5 | 200 |
| N31 | 91 | 0 | 2 | 2 | 5 | 200 |
| N32 | 89 | 2 | 2 | 2 | 5 | 200 |
| N33 | 94.5 | 1 | 1 | 1 | 2.5 | 125 |
| N34 | 94.5 | 1 | 1 | 1 | 2.5 | 125 |
| N35 | 94.5 | 1 | 1 | 1 | 2.5 | 125 |
The mechanical strength of three briquettes from each recipe was measured using hydraulic compression testing and the results were tabulated. Recipe R5 (sodium silicate), being the best binder material to provide briquettes with the highest dry strength, cannot withstand the cracking and disintegration of briquettes during the reduction process [19]. Hence, it is of utmost importance to add organic binders (Kempel or CB6) with inorganic binders such as sodium silicate. The last three recipes (N33, N34, and N35) were produced under similar conditions so as to check for the reproducibility of the experiment. On comparing recipes N1–N8 with respect to N9–N16, the addition of 5 wt.% water into the recipes gave dominant strength to the recipes. The effect of compaction pressure (50 kN or 200 kN) can be inferred by comparing recipes N1–N16 with respect to N17–N32, respectively. It can be confirmed that the CCS and STS of the recipes were least affected by the change in compaction pressure. Finally, from the strength plot results (Figure 4 and Figure 5), it can be confirmed that the recipes N14/N30 (CB6 + sodium silicate) and N15/N31 (Kempel + sodium silicate) were the best binder combinations and possess the highest CCS and STS out of all recipes. Sweet spot analysis is required to identify the combined effect of compaction pressure, moisture percentage, and wt.% of the binders in each of the recipes. Moreover, the occurrence of the sweet spot will confirm the optimum condition to produce briquettes with the highest compressive and splitting tensile strength.
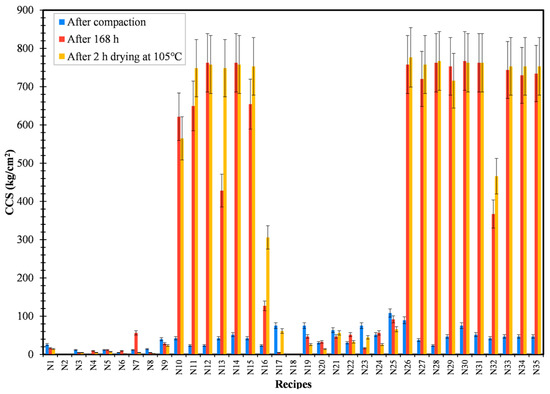
Figure 4. Variation of CCS for developed recipes.
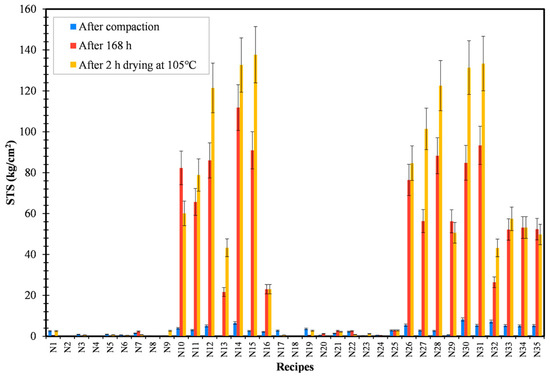
Figure 5. Variation of STS for developed recipes.
To check for the validity of the model and to check for the credibility of the results obtained from MODDE analysis, a summary of the fit plot has to be evaluated. A summary of the fit plot for all of the intended responses was constructed (Figure 6) and it was observed that each individual response parameter met the pre-requisite condition, which confirms that the results obtained are credible for further analysis. R2 (requisite, R2 > 0.5) indicates whether the model is a good fit to the data, Q2 (requisite, Q2 > 0.5) specifies the extent of prediction power, model validity (requisite, model validity > 0.25) examines whether the model error is smaller than the experimental error, and reproducibility account for small experimental errors.
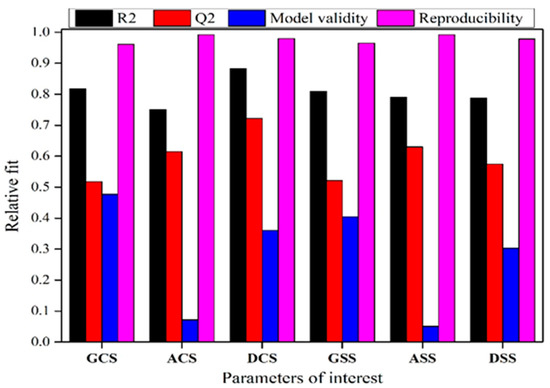
Figure 6. Summary of model fit for all intended responses.
In order to optimize all of the individual responses and obtain the highest compressive and splitting tensile strength, the occurrence of a sweet spot must be analyzed when each parameter is varied. Minimum, maximum, and targeted value for all responses (GCS, GSS, DCS, DSS, ACS, and ASS) was inputted into the MODDE software (version 13) and the consequent sweet spot plot was examined. Figure 7 and Figure 8 illustrate the occurrence of a sweet spot when CB6 + S.S (sodium silicate) and Kempel + S.S are used as a binder, respectively. The six required criteria that need to be satisfied for obtaining a sweet spot are shown in Table 5. These criteria were selected with respect to a previous research work that was carried out with mill scale briquetting.
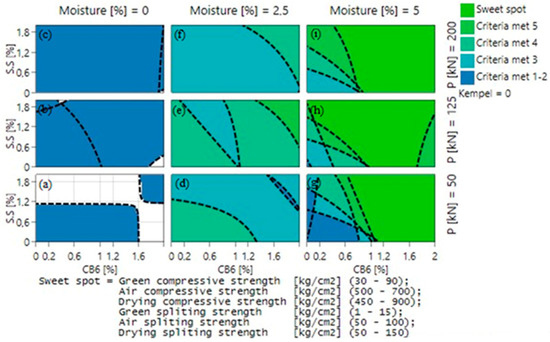 Figure 7. Sweet spot plot when CB6 and sodium silicate (S.S) were used as binder material at: (a) 0% moisture, 50 kN pressure (b) 0% moisture, 125 kN pressure (c) 0% moisture, 200 kN pressure (d) 2.5% moisture, 50 kN pressure (e) 2.5% moisture, 125 kN pressure (f) 2.5% moisture, 200 kN pressure (g) 5% moisture, 50 kN pressure (h) 5% moisture, 125 kN pressure (i) 5% moisture, 200 kN pressure.
Figure 7. Sweet spot plot when CB6 and sodium silicate (S.S) were used as binder material at: (a) 0% moisture, 50 kN pressure (b) 0% moisture, 125 kN pressure (c) 0% moisture, 200 kN pressure (d) 2.5% moisture, 50 kN pressure (e) 2.5% moisture, 125 kN pressure (f) 2.5% moisture, 200 kN pressure (g) 5% moisture, 50 kN pressure (h) 5% moisture, 125 kN pressure (i) 5% moisture, 200 kN pressure.
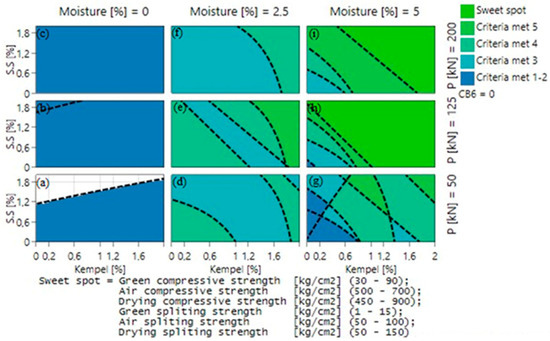 Figure 8. Sweet spot plot when Kempel and sodium silicate (S.S.) were used as binder material at: (a) 0% moisture, 50 kN pressure (b) 0% moisture, 125 kN pressure (c) 0% moisture, 200 kN pressure (d) 2.5% moisture, 50 kN pressure (e) 2.5% moisture, 125 kN pressure (f) 2.5% moisture, 200 kN pressure (g) 5% moisture, 50 kN pressure (h) 5% moisture, 125 kN pressure (i) 5% moisture, 200 kN pressure.
Figure 8. Sweet spot plot when Kempel and sodium silicate (S.S.) were used as binder material at: (a) 0% moisture, 50 kN pressure (b) 0% moisture, 125 kN pressure (c) 0% moisture, 200 kN pressure (d) 2.5% moisture, 50 kN pressure (e) 2.5% moisture, 125 kN pressure (f) 2.5% moisture, 200 kN pressure (g) 5% moisture, 50 kN pressure (h) 5% moisture, 125 kN pressure (i) 5% moisture, 200 kN pressure.
Table 5. Criteria that need to be satisfied for obtaining sweet spot.
| Criteria | Parameters of Interest | Required Value Range (kg/cm2) |
| 1 | Green Compressive Strength (GCS) | 30–90 |
| 2 | Air Compressive Strength (ACS) | 500–700 |
| 3 | Drying Compressive Strength (DCS) | 450–900 |
| 4 | Green Splitting Strength (GSS) | 1–15 |
| 5 | Air Splitting Strength (ASS) | 50–100 |
| 6 | Drying Splitting Strength (DSS) | 50–150 |
The effect of compaction pressure can be inferred from the vertical blocks of Figure 7a,b,c (likewise Figure 7d,e,f and Figure 7g,h,i) and Figure 8a,b,c (likewise Figure 8d,e,f and Figure 8g,h,i). It can be inferred from Figure 7 that more criteria are met while going up the plot, which confirms that the rise of compaction pressure is preferable for good quality briquettes. Similarly, the effect of moisture content can be deduced from the horizontal blocks of Figure 7a,d,g (likewise Figure 7b,e,h and Figure 7c,f,i) and Figure 8a,d,g (likewise Figure 8b,e,h and Figure 8c,f,i). Results confirmed that while going from left to right, i.e., on increasing moisture content, more criteria are met. With increasing moisture content from 0 to 5%, the number of criteria met was found to increase and finally reaching the sweet spot, where all criteria are met, at a certain binder composition. The most crucial parameter that affects the briquette strength is moisture content, as it is not possible to obtain a sweet spot with 0 or 2.5% of moisture content, but only with 5%, whereas in relation to compaction pressure the sweet spot can be obtained even at lower compaction pressure of 50 kN with 5% moisture content. It can also be ascertained from Figure 7 and Figure 8 that CB6, when in comparison with Kempel, can provide the required briquette strength even at a lower compaction pressure of 50 kN.
Hence, from the sweet spot plots, in both cases, it can be ascertained that the optimized condition for achieving the intended strength is to produce briquettes with 5% moisture content and select the lowest possible binder content according to the compaction pressure. To derive a quite good comparison between the produced briquettes in two cases, a compaction pressure of 125 kN was selected for the briquetting purpose with 1.5 wt.% of organic binder (either CB6 or Kempel) and 0.5 wt.% of inorganic binder in the mixture. Minor additions of inorganic binder in the mix were made so as to achieve dominant hot strength, since most of the organic binders decompose when subjected to high temperature.
Related news
Email:info@lykzhb.cn sales@lykzhb.cn
Tel: +86-379-65195189 Fax:+86-379-65182189
Technology Service:+86-13838843223
Add:Unit 1-501/502, Area B, Luoyang National University Science Park
Factory Add:Weier Road, Luoxin Industrial Zone
A high-tech enterprise integrating technical consulting, product development and manufacturing, technical services and project operation

©2023 Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd www.300.cn SEO This website supports IPV6