
15
2023
-
06
Maximizing the Recycling of Iron Ore Pellets Fines Using Innovative Organic Binders (3)
Keywords:
agglomeration,pellet fines,briquettes,organic binders,reduction
Source: internal company
3.4. Reduction Results
According to available literature,reduction temperature for hydrogen reduction should be between 600 °C and 1000 °C. In this work, the reduction temperature set to 950 °C, which is close to the highest applied temperature in a commercial direct reduction process. Fixing the reduction temperature to 950 °C will help briquettes to achieve 100% metallization within a limited amount of time. Therefore, the reduction was performed non-isothermally with H2 at a heating rate of 20 °C/min up to 950 °C. Two of the best recipes with the highest strength, according to the sweet spot plots, were selected for the reduction tests and are shown in Table 6.
Table 6. Selected recipes for reduction analysis and XRD.
| Recipes | Pellet Fines, wt.% | Kempel, wt.% | CB6, wt.% | Sodium Silicate, wt.% | Moisture Content, wt.% |
| R_DE1 | 93 | 1.5 | 0 | 0.5 | 5 |
| R_DE2 | 93 | 0 | 1.5 | 0.5 | 5 |
By analyzing the reduction curves of the developed recipes (see Figure 9), it can be ascertained that 100% reduction extent was achieved only after 1 h, with respect to the selected reduction set-up. Furthermore, the mass loss percentage was calculated by weighing the sample before and after the reduction process with hydrogen. Total mass loss % for the developed recipes R_DE1 and R_DE2 was found to be 27% and 30%, respectively.
 Figure 9. Reduction curves for the developed recipes.
Figure 9. Reduction curves for the developed recipes.
Since both organic binders (CB6 and Kempel) possessed similar reduction curves with minor deviation in mass loss percentage, it is plausible to do the interrupted test for only one recipe. Both recipes, as shown in Table 6, that were selected for the reduction tests were analyzed using XRD technique (see Figure 10, which shows the development of metallic iron peaks for recipe R_DE2). The process of conversion of iron oxides into metallic iron with the rise in reduction extent is of major interest. Observance of iron oxides in the form of magnetite and hematite was obtained from the peaks of the XRD plots of the raw sample before reduction, as shown in Figure 10a. Increasing the reduction extent to 25% resulted in the formation of wusite and a small amount of iron content could also be confirmed from the XRD plot, as shown in Figure 10b. Further rise in reduction extent gave rise to increased formation of wusite and iron, thereby decreasing the amount of iron oxide, see Figure 10c. In addition, the magnitude of the peaks of iron oxide were also found to decrease with a rise in reduction extent. At 100% reduction extent, as shown in Figure 10d, all of the oxides were reduced to metallic iron and the XRD results for all of the four recipes seemed to be the same with minor variation in phase fractions.
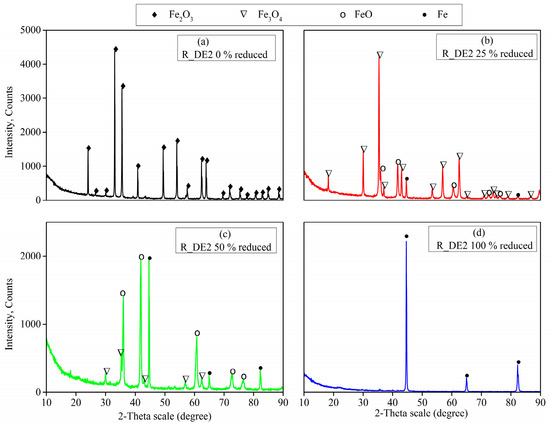
Figure 10. XRD plots for the recipe R_DE2 with the rise in reduction extent.
Interrupted reduction tests on briquettes containing CB6, as the organic binder, were conducted to infer the phase composition and strength variation at 25%, 50%, 90%, and 100% reduction extent. Figure 11 shows the interrupted reduction curves for recipe R_DE2 (with respect to Table 6).
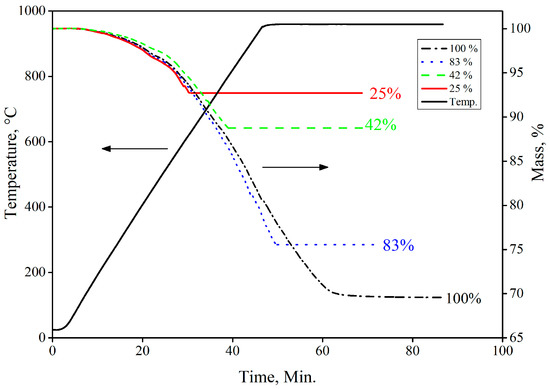
Figure 11. Interrupted reduction test for the recipe with CB6 as binder material.
As shown in Table 7, the strength was significantly reduced when the briquettes were heated up to 950 °C and it gradually increased with the reduction extent. This trend can be attributed to the decomposition of organic binders, thereby expelling the volatile matter from the briquette and reducing the strength. By increasing the reduction degree, the metallic iron increased and could be sintered to improve the mechanical strength. Despite of lower strength when in comparison with briquettes before reduction, all of the reduced briquettes were able to possess the required strength (15–20 kg/cm2), as suggested by [10]. A gradual rise in mass loss percentage can also be deduced from the interrupted reduction test results, which confirms the increased removal of carbon and other volatile matter from the briquettes with an increase in the reduction extent.
Table 7. Variation of strength and reduction extent for the recipe R_DE2.
| Reduction Extent | Mass Loss, % | Strength, kg/cm2 |
| 0% | 0 | 122 |
| 25% | 7 | 8 |
| 50% | 10.5 | 16.5 |
| 90% | 26 | 31 |
| 100% | 30 | 33 |
3.5. Upscaling Results
By analyzing the mechanical properties and the reduction characteristics of the previously produced briquettes, a combination of 1.5 wt.% of Kempel with 0.5 wt.% of sodium silicate was selected as the binder for the large-scale agglomerate production using an extruder. To obtain a good material fluidity in the extruder, the moisture content of pellet fines mixture with binder was adjusted at 10 wt.%. Therefore, the extruded recipe (R_DE1-extruded) consisted of 88 wt.% pellet fines, 1.5 wt.% Kempel, 0.5 wt.% sodium silicate, and 10 wt.% water, and the extruded briquette had a diameter of 20 mm. By feeding the prepared 8 kg of the recipe at a constant rate, the temperature developed in the pre-compaction and final compaction area was found to be in the range of 30–38 °C.
It is necessary to determine the mechanical strength of the developed briquettes, since mechanical strength is a crucial parameter to consider in order to ensure minimum disintegration caused by the abrasion and impact while loading the briquettes into the shaft furnace. Dropping the developed briquettes from 2 m above the ground into a steel plate was the drop test procedure used to determine the disintegration rate. From Figure 12, it can be ascertained that the recipe R_DE1 can show excellent disintegration resistance with a weight loss percentage of 0.95 wt.%, after sustaining 10 drops. Furthermore, the extruded briquettes were compared with the manual hand-pressed briquettes by scrutinizing the magnitude of cold compressive strength. Table 8 depicts the CCS of the extruded and hand-pressed briquettes before and after reduction. This confirms that the upscaling using an extruder is promising since the briquettes were able to possess the required strength before (60–100 kg/cm2) and after reduction (15–20 kg/cm2), as suggested by [10]. Furthermore, when comparing the densities of the extruded briquettes and the briquettes produced by the hydraulic press at a compaction pressure of 200 kN, it was found that the extruded briquettes had a lower density (3.16 g/cm3) and proved to be more porous than the hydraulic pressed briquettes with a density of 3.85 g/cm3.
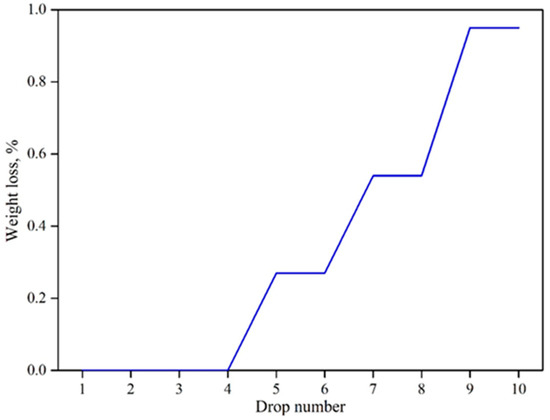
Figure 12. Weight loss percentage versus each drop number.
Table 8. Mechanical strength of the extruded and hydraulic press briquette R_DE2.
| Parameters | Extruded Briquettes | Hydraulic Pressed Briquettes |
| Strength before reduction, kg/cm2 | 103 | 122 |
| Strength after reduction, kg/cm2 | 70 | 81 |
| Mass loss, % | 33 | 31 |
Reduction curves of the extruded briquettes, as shown in Figure 13, were compared to the lab-scale produced briquettes. Both briquettes (hydraulic pressed and extruded) depicted a similar trend in reduction behavior. However, the extruded briquettes possessed superior reduction characteristics in terms of reduction rate after the temperature exceeded 500 °C because of the porous structure, which was the result of a lower compaction pressure (in the range of 10–15 kN) during the production. This porous structure made it easy for the reducing gas to pass through the briquette and a high reduction rate was, thus, acquired.
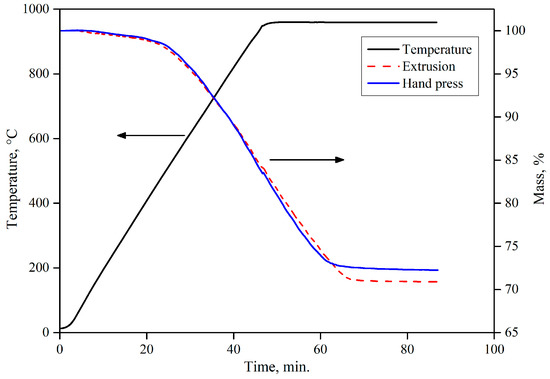
Figure 13. Reduction curves for the extruded and hand-pressed briquette.
4. Conclusions
Efficient utilization of inevitably generated pellet fines in form of briquettes for steel production, along with a need to shift from inorganic binders to organic binders, are the main problems addressed in this study. The current study concentrates on the potential of using novel organic binders for recycling pellet fines during hydrogen-based steel production. The major conclusions inferred from this work are as follows:
• Addition of binders showed a significant improvement in the mechanical strength of the briquettes. Screening of binders identified lignosulfonate, CB6, and Kempel as the best organic binders, in addition to sodium silicate as an in-organic binder.
• Increasing the compaction pressure from 50 kN to 200 kN and the moisture content from 0 wt.% to 5 wt.% improved the mechanical strength of the briquettes. With respect to the drying extent, drying in an oven at 105 °C for 2 h (Drying Compressive Strength/Drying Splitting Strength) was found to be dominant when in comparison with briquettes dried in air for 24 h, 96 h, or 168 h.
• Design of Experiments analysis showed that the best combination to work with is 1.5 wt.% of organic binder (CB6 or Kempel) with 0.5 wt.% of inorganic binder (sodium silicate) with 5 wt.% moisture content in the briquette that is being produced at 125 kN compaction pressure.
• Reducing briquettes in a hydrogen atmosphere with a constant heating rate of 20 °C/min, up to 950 °C, gave promising strength results to the briquettes even after 100% reduction. Interrupted test results affirmed that the reduction extent must be around 90% in order to meet the pre-requisite strength for the briquettes after reduction (15–20 kg/cm2). Furthermore, TG analysis showed a gradual rise in mass loss percentage with increasing reduction extent.
• Upscaling using an extruder gave rise to briquettes with the pre-requisite strength before and after reduction. In addition to high strength, extruded briquettes possessed better reduction characteristics due to a highly porous structure. Other promising organic binders such as CB6 and lignosulfonate are recommended to be tested using extruder upscaling in future studies.
With the knowledge of the best combination of organic and inorganic binder to use, this work can be extended to investigate the effect of the addition of biocarbon to the briquettes and its reduction behavior. The addition of biocarbon offers several advantages to steel production, thereby replacing coal as a carbon-bearing material. Furthermore, it helps in slag foaming and reduced electrode consumption during steel production. Hence, as a continuous work, the effect of the addition of biocarbon and its reduction behavior when in contact with hydrogen gas will be explored in upcoming work.
Manu, K., Mousa, E., Ahmed, H., Elsadek, M., & Yang, W. Maximizing the Recycling of Iron Ore Pellets Fines Using Innovative Organic Binders. Materials, 16(10), 3888. https://doi.org/10.3390/ma16103888
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Related news
Email:info@lykzhb.cn sales@lykzhb.cn
Tel: +86-379-65195189 Fax:+86-379-65182189
Technology Service:+86-13838843223
Add:Unit 1-501/502, Area B, Luoyang National University Science Park
Factory Add:Weier Road, Luoxin Industrial Zone
A high-tech enterprise integrating technical consulting, product development and manufacturing, technical services and project operation

©2023 Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd www.300.cn SEO This website supports IPV6