
04
2023
-
08
Suitability of Auger Pressing Briquettes for Blast Furnace Use Based on Laboratory Tests (1)
Keywords:
briquettes, blast furnace
Source: internal company
1. Introduction
Blast furnaces (BF) play a major role in steelmaking. In 2020, the blast furnace–basic oxygen furnace (BF-BOF) process route covered 73.2% of world crude steel production. In addition to iron and steel, various side streams are generated in the process chain. For every ton of hot metal produced, about 400 kg of by-products including different kinds of slags, scales, dusts, and sludges are generated in the BF-BOF route. This is twice as much as the electric arc furnace (EAF) route, which is an alternative steelmaking process. A significant part of the residues is recycled in-plant via sintering, cold bonded agglomeration, or further as direct reduced iron (DRI). For example, iron and steelmaking slags can be used in binders as a partial substitute for cement and, due to their properties, they are sold to the cement industry and for road construction. Moreover, many by-products including EAF dust and highly carbonaceous BF dust and BF sludge have a high iron content which makes recycling feasible. Furthermore, recycling significantly reduces the landfill of products, which saves natural resources and prevents risks to human health and the environment.
One of the key challenges in recycling iron and steelmaking by-products is their small particle size. The permeability of the ore layer is determined by the amount of fines (below 5 mm). A decrease in permeability may cause operational problems and affect the productivity of the BF process. The material to be recycled, such as BF sludge, can also be moist, which further complicates the detection of fines. Therefore, a suitable agglomeration technique is needed. Another issue relevant to recycling is the chemical composition of the by-products. In addition to valuable elements enabling self-reduction, i.e., iron oxides and carbon in the form of coke, the side streams often contain undesired or harmful elements. For example, BF sludge may contain considerable amounts of zinc and alkali compounds. The evaporation and condensation behavior of zinc hinders the BF operation, while alkalis impair the hot strength of coke and weaken the refractory lining, which shortens the campaign length. Thus, the harmful contents of the products must be considered and, if necessary, disposed of before recycling.
Cold bonded briquetting is a well-known agglomeration method in which a binder, often bentonite, is added to a mixture of fine-grained materials to be recycled. There are three basic briquetting technologies: vibro-pressing, roller pressing, and stiff extrusion. Vibro-pressing or punch-and-die pressing is the oldest high-pressure agglomeration technology and is used in various industries. In addition to steelmaking, it is used in ceramic, powder metal, and the general chemical industries. The Hess Group has been one of the implementers of such solutions. In this work, a briquette produced by this technology is used as a reference sample. Another high-pressure agglomeration technology, roller pressing, is also used in briquetting. For example, Lemos et al. studied the behavior of roller pressing briquettes made of BF dust and sludge. The third technique, i.e., extrusion technology, was first applied in an industrial scale by J.C. Steele & Sons in 1993 at the metallurgical plant of Bethlehem Steel Corp. in Pennsylvania, USA.
The extreme conditions of the BF process place a wide range of requirements for the raw materials. These include sufficient reducibility, high cold strength, low reduction-disintegration index (RDI), slight variations in chemical composition, and suitable particle size. These relate to the three main metallurgical properties under consideration in this work: reducibility, swelling, and cracking. Softening and melting in the cohesive zone where the temperatures vary between 1000 and 1350 °C have been studied especially in the case of iron ore pellets but are not considered in this study because the temperatures to be simulated would be too high. Reducibility refers to the ability of a material to increase the extent of reduction reactions while indicating both the ratio of direct reduction and the heat consumption at the lower zone of the BF. Swelling, especially in the case of pellets, has been extensively studied and has been found to depend mainly on the basicity and gangue content of the material. Swelling may be normal, which is advantageous for the reduction process due to increased porosity of the material, or abnormal, which may cause operating problems due to the deterioration of the mechanical properties of the material. Cracking is often associated with reduction and swelling behavior and occurs at higher degrees of reduction.
Unlike various iron burden materials such as sinter, lump ore, and pellets that can be characterized by the means of size, cold strength, and reducibility, briquettes are not mentioned in the ISO standards on quality requirements. The reducibility tests described in ISO 4695 and ISO 7215 use constant temperatures (900 °C ± 10 °C or 950 °C ± 10 °C) throughout the test. Since it has been found that the behavior of iron ore pellets in the laboratory and in the BF differs due to the complex reducing and melting conditions of the BF process, non-ISO standardized tests are designed to simulate the actual BF conditions.
In this work, the high-temperature properties of auger pressing briquettes made of BF sludge and mill scale, similar to the extrusion briquettes mentioned above, were evaluated using a laboratory-scale furnace. It was of particular interest to determine whether the briquette is of self-reducing quality and how rapidly the reduction occurs, considering external changes during the reduction under simulated BF conditions. The aim was to obtain information on the suitability of briquettes for BF use in order to assess the potential of this briquetting process for the recycling needs of steelmaking.
2. Materials and Methods
2.1. Auger Pressing Briquettes
The briquettes studied in this work are cold-bonded agglomerates produced utilizing vacuum auger pressing technology developed by AMCOM GROUP LLC. The technology allows the use of finely dispersed natural and technogenic materials obtained from steel mills and other industries. The process consists of preparation processes including box feeders, the double shaft mixer with a binder feeder, and the mixer-press with water dosing. The vacuum auger pressing equipment is the main multi-component unit of the production line. It is equipped with water dosing and produces briquettes which are aged for three days to achieve optimum strength. The unit shown in Figure 1 consists of three functions:
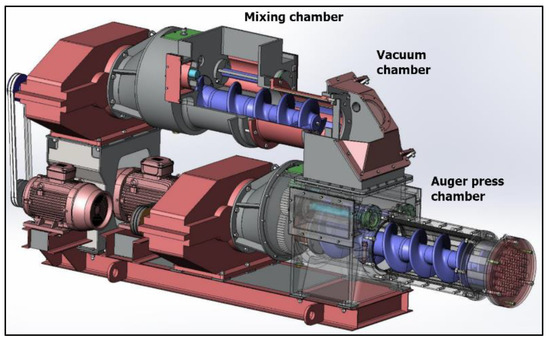
Figure 1. Technological scheme of a vacuum auger pressing unit.
1. Mixing chamber including double shaft mixer and pre-compaction function;
2. Vacuum chamber;
3. Auger press chamber.
The auger press chamber consists of three zones with decreasing diameters towards the end of the chamber: the mixing zone, the pre-compression zone, and the compression zone. The rotating auger forces the briquette paste through the holes in the die, as a result of which the briquette becomes cylindrical. The briquette breaks to its final length due to gravity. Productivity has been reported to be from 3 to 90 t/h.
Laboratory tests of customer materials and binder selection are carried out in AMCOM GROUP LLC laboratories located in Europe. The production takes place in locations where raw materials are available. In Finland, production is carried out by Kivisampo Oy in Kouvola. Various iron and steelmaking products such as ferrosilicon, ferrochrome, mill scale, BF dust, and EAF gas cleaning dust have already been utilized. The binders used in briquettes are both inorganic and mixtures of inorganic and organic materials and do not contain harmful impurities. Since 2019, three industrial briquetting lines have been established in CIS countries. BF sludge, EAF dust, and mill scale were used as raw materials with 1–2% of mineral-organic binder. In 2022, auger pressing briquettes made from mill scale were used as a charge material in a successful test using an industrial BF with a volume of 2002 m3 in Mariupol, Ukraine. No harmful effects were detected.
Briquettes used in this work were produced from iron and steelmaking by-products. Thirty kilograms of briquettes were manufactured in the AMCOM GROUP LLC laboratory based on the briquette recipe shown in Table 1. As seen from the calculated composition in Table 1, the main constituents of the briquettes were BF sludge (40%), mill scale (55%), slaked lime (3%), and binder (2%). The moisture content before adding water was reported to be 1.27%.
Table 1. Main constituents, their contents, and elemental analysis in auger pressing briquette recipe.
| Constituents | Elements (%) | Weight (g) | Content (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Fetot | P | SiO2 | CaO | MgO | Al2O3 | Zn | H2O | C | |||
| BF sludge (0–3 mm) |
44.4 | 0.17 | 5.12 | 3.12 | 3.9 | 2.2 | 0.43 | 23.0 | 12,000 | 40 | |
| Mill scale (0–3 mm) |
70.0 | 16,500 | 55 | ||||||||
| Slaked lime (0–3 mm) | 80.0 | 20.0 | 900 | 3 | |||||||
| Binder AMCOM VA3500 |
33.3 | 600 | 2 | ||||||||
| Calculated Total Content | 56.3 | 0.07 | 2.05 | 3.65 | 1.56 | 0.88 | 0.17 | 0.60 | 9.87 | 30,000 | 100 |
| Added water | 100.0 | 4500 | |||||||||
2.2. Iron Ore Pellets
Iron ore pellets, spherical particles with a diameter of around 10 mm, are a general iron burden material. They are specially designed for extreme conditions in terms of cold strength, swelling, softening, and melting properties. Pellets are usually very rich in iron and increase the total iron content of the charge materials. Basicity and gangue content vary depending on the pellet type. The three main pellet types are acid pellets (CaO/SiO? ratio < 0.5), basic or fluxed pellets (CaO/SiO? ratio between 0.9 and 1.3) with limestone (CaCO3) or dolomite (Ca,Mg(CO3)2) as additives, and olivine pellets with olivine (Mg2SiO4) as the fluxing additive. Olivine pellets contain magnesium oxide (MgO) instead of calcium oxide (CaO).
Commercial olivine pellets were used as a reference sample in this study. The average weight of a 10–12.7 mm sized pellet was 3.4 g. The chemical analysis of the reference pellet is shown in Table 2. Calculated B2 basicity (CaO/SiO2 ratio) of the pellet was 0.23.
Table 2. Chemical analysis of the reference pellet (wt.-%).
| Fetot | FeO | SiO2 | CaO | MgO | Al2O3 | TiO2 | V2O5 |
|---|---|---|---|---|---|---|---|
| 66.7 | 0.6 | 1.85 | 0.43 | 1.3 | 0.32 | 0.35 | 0.26 |
2.3. Industrial Blast Furnace Briquettes
In order to compare the high-temperature properties of auger pressing briquettes with other by-product briquettes, the industrial BF briquette produced at the SSAB steel plant in Raahe, Finland was used in the experiments. The briquettes are used as one of the BF input materials. The briquette differs from the auger pressing briquette in terms of agglomeration method, shape, size, and chemical composition. The briquette is made by the punch-and-die (vibro-pressing) agglomeration method, weighs about 400 g, and its end is hexagonal in shape. The briquette consists mainly of mill scale, pellet screenings, steel scrap, BF dust, coke dust, and cement. Depending on the season, the cement is replaced by 30–50% ground-granulated blast furnace slag (GGBFS). The chemical composition shown in Table 3 was received with the briquettes.
Table 3. Chemical analysis of the reference briquette (wt.-%).
| C | Na2O | MgO | Al2O3 | SiO2 | S | K2O | CaO | Fe | Basicity |
|---|---|---|---|---|---|---|---|---|---|
| 8.28 | 0.32 | 2.1 | 2.4 | 8.1 | 0.41 | 0.21 | 11.1 | 48.4 | 1.37 |
2.4. Strength Tests
Metallurgical tests have been developed to characterize iron burden materials from the perspective of different metallurgical properties. These include cold strength, RDI, reducibility, softening, and melting properties. The tests, which are usually ISO-standardized, are generally used to characterize sinter and pellets and were not intended for briquettes. Reducibility tests based on constant temperature according to ISO 4695 and ISO 7215 were not used in this work as the purpose was to simulate actual BF conditions.
Although briquettes differ from other iron burden materials, mechanical strength tests have been applied to briquettes in a study by Mousa et al. [18] in which was found that the behavior of briquettes differs from that of pellets due to the larger size of the briquettes. However, the tests provide useful information on the cold strength of the briquettes. Three different cold strength tests demonstrated in Figure 2 were performed on the briquettes studied in this work: mechanical crushing strength test, drop strength test, and abrasion strength test. These were carried out in the AMCOM GROUP LLC laboratory.
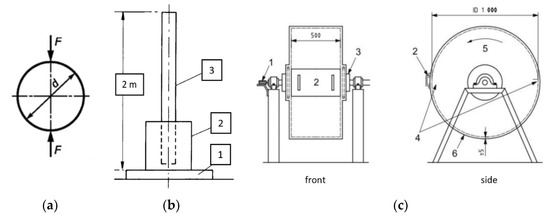
Figure 2. Sketches of strength test methods used: (a) scheme of loading in crushing strength tests; (b) drop strength test equipment with (1) heavy plate, (2) tube or collar, (3) vertical pipe, and (c) tumbler test drum with (1) revolution counter, (2) door with handle, (3) stub axle, (4) lifters, (5) direction of rotation, (6) plate.
The mechanical crushing strength of the briquettes was tested after 72 h of aging by crushing along the loading axis. The mechanical drop strength was tested by 3-fold dropping using a drop height of 2 m. The abrasion strength test was performed as a tumbler test in a rotating drum for a total of 200 revolutions.
2.5. Sample Preparation
A total of five auger pressing briquettes were prepared for the study by keeping them in a temperature cabinet at 105 °C overnight. This was done to avoid moisture absorption from air. The moisture content was calculated by weighing the samples before and after the treatment. The moisture content was approximately 1%. Four of the five samples were used in the reduction experiments, and one was retained as the original sample.
The iron ore pellets were screened using 10 and 12.5 mm sieves, and 35 round-shaped samples were selected from the screened pellets. The reference briquettes were large but still suitable for the test equipment without cutting into smaller pieces. Both reference pellets and reference briquettes were treated in the temperature cabinet in the same manner as the auger pressing briquettes and weighed before the experiments. The auger pressing briquette, reference pellet, and reference briquette placed in the sample basket are shown in Figure 3.
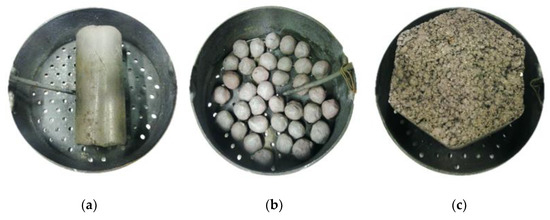 Figure 3. Sample basket pictured with the samples: (a) auger pressing briquette; (b) iron ore pellets; and (c) reference briquette.
Figure 3. Sample basket pictured with the samples: (a) auger pressing briquette; (b) iron ore pellets; and (c) reference briquette.
2.6. Blast Furnace Simulation
The blast furnace simulator (BFS) presented in Figure 4 is a tube furnace first introduced by Iljana et al. [21] in a study on the reduction and swelling of iron ore pellets. The reduction tube is made of heat-resistant steel and has a diameter of 95 mm. The BF process can be simulated up to 1100 °C and N2, CO, CO2, H2, H2O, S2, and K gases can be dispensed via pre-determined computer-controlled reduction programs which allow the creation of complex time and temperature-dependent atmosphere profiles. Changes during the reduction tests can be monitored through a video camera system with a mirror and light source.
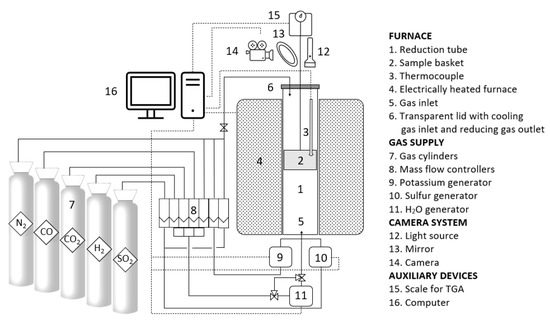
Figure 4. Operational scheme of blast furnace simulator (BFS).
Dynamic reduction experiments were performed in an atmosphere with N2, CO, and CO2 gases. The separate sulfur generator heated to 800 °C was utilized to pre-heat the gas before starting the reduction experiments. A 280 min reduction program, Experiment A, with a 40 min isothermal period at 1100 °C was created as seen in Figure 5. Moreover, three shorter programs, referred to as Experiments B–D, were modified to simulate the different stages of reduction in the BF process. The set gas compositions throughout the Experiments A–D can be seen in Figure 5, presenting Experiment A as a function of time. The reducing conditions based on gas compositions during the experiments are presented as an Fe–O–CO–CO2 phase diagram, often referred to as Bauer–Glaessner diagram, in Figure 6. Reduction experiments performed on iron ore pellets and reference briquettes are referred to as Experiment E and Experiment F. Experiment E used the program for Experiment B, while Experiment F used the program for Experiment A. That is, a 40 min isotherm was used for the reference briquette but not for the reference pellet. This was done to compare the reduction behavior of briquettes.
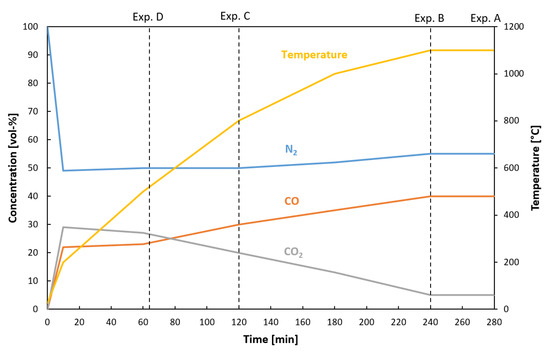 Figure 5. The programmed concentrations of N2, CO, and CO2 gases during the uninterrupted reduction experiment (Experiment A) with the 40 min isotherm. The heating endpoints for the shorter runs (Experiments B–D) are shown in dashed lines.
Figure 5. The programmed concentrations of N2, CO, and CO2 gases during the uninterrupted reduction experiment (Experiment A) with the 40 min isotherm. The heating endpoints for the shorter runs (Experiments B–D) are shown in dashed lines.
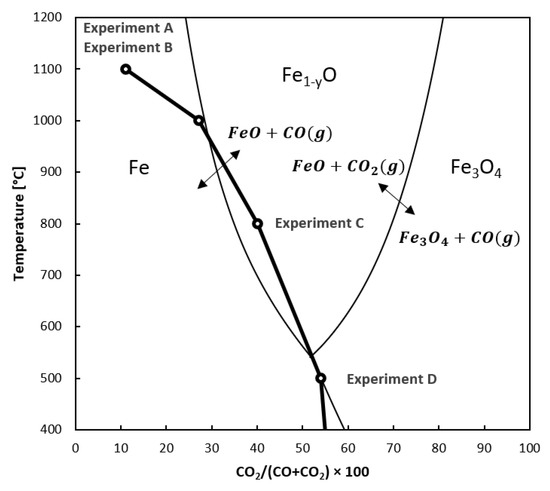 Figure 6. Bauer–Glaessner diagram that presents the equilibrium between iron oxides, temperature, and gas composition. The thick line represents the reducing conditions during Experiments A–D.
Figure 6. Bauer–Glaessner diagram that presents the equilibrium between iron oxides, temperature, and gas composition. The thick line represents the reducing conditions during Experiments A–D.
The dimensions of the briquette were measured, and the briquette was weighed separately with and without the sample basket. The briquette was contacted with a thermocouple that was connected to the BFS computer system. The sample basket was placed inside the reduction tube and attached to a hook that was connected to the scale of thermogravimetric analysis (TGA) to continuously measure the weight of the briquette sample during the experiments. The measurement accuracy was improved by using the scale tool in the computer program that detected a possible leaning of the sample basket against the wall of the reduction tube. Once the sample basket was in a good position, the openings of the lid were covered, and the lid was attached to the tube.
The reduction experiments were started by turning on the heating function. The briquettes were viewed with the camera during the experiments, and images were taken initially every 100 °C, and after the temperatures above 700 °C, every 50 °C degrees. At the end of each reduction experiment, the sample was cooled with N2 gas for 20 min utilizing the connection on the tube lid.
2.7. Reduction and Swelling Calculation
The reduction degree (RD) for the carbon-free iron ore pellets was calculated according to ISO 7215, but the calculation was not used for the briquettes due to the inaccuracy caused by coal gasification. The RD is calculated as follows:

where Rfinal is the final degree of reduction expressed as a percentage by mass; m0 is the mass of the test portion before reduction; ?m is the mass loss of the test portion after reduction; w1 is the iron (II) oxide content (wt.-%) of the test portion prior to the test, determined in accordance with ISO 9035, and it is calculated from the iron (II) oxide content by multiplying it by the oxide conversion factor FeO/Fe (II) = 1.286; and w2 is the total iron content of the test portion prior to the test.
The swelling behavior of the briquettes could be observed by calculating the change in volume based on the measurements of the external dimensions before and after the experiments. The swelling of the pellets was not studied. The swelling index (%) can be calculated as follows:

where ΔVbriq. is the swelling percentage expressed as a percentage by volume, A0 is the surface area of the end of the cylindrical briquette sample before reduction, A1 is the surface area of the end of the cylindrical briquette sample after reduction, h0 is the height of the briquette before reduction, and h1 is the height of the briquette after reduction.
2.8. Mineralogical Characterization
A Digital Olympus DSX1000 light optical microscope (LOM) and Zeiss Sigma field emission scanning electron microscope (FESEM) located at the University of Oulu were used in studying the phase transformations occurring in the briquette samples during the reduction experiments. Furthermore, an energy-dispersive X-ray spectroscopy (EDS) elemental analyzer was utilized. All five samples, four of which were tested in the BFS, and one was raw, were dry cut into smaller pieces, treated with epoxy, and polished in order to obtain suitable polished sections. The samples were coated with platinum for FESEM in order to detect the actual amount of carbon that could be hampered by a carbon coating.
Related news
Email:info@lykzhb.cn sales@lykzhb.cn
Tel: +86-379-65195189 Fax:+86-379-65182189
Technology Service:+86-13838843223
Add:Unit 1-501/502, Area B, Luoyang National University Science Park
Factory Add:Weier Road, Luoxin Industrial Zone
A high-tech enterprise integrating technical consulting, product development and manufacturing, technical services and project operation

©2023 Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd www.300.cn SEO This website supports IPV6