
17
2023
-
08
Suitability of Auger Pressing Briquettes for Blast Furnace Use Based on Laboratory Tests (3)
Keywords:
briquettes ,blast furnace
Source: internal company
4. Discussion
4.1. Weight Loss and Reduction
The results show that a strong self-reduction reaction has taken place in the auger pressing briquette samples during the reduction experiments. The auger pressing briquettes contained the most carbon, i.e., 9.87 wt.-%, and the weight losses occurred considerably faster than in the reference samples. The carbon content of the reference briquette was 8.28 wt.-% and the pellet was free of carbon. The reproducibility of the experiments was good, as the weight loss curves seen in Figure 9 overlapped. After a sharp weight loss phase between temperatures of 900 and 1050 °C, the curve rapidly subsided. According to the literature, coal gasification or the Boudouard reaction, which has been found to control the reduction rate, occurs at temperatures above 800 °C and produces CO that increases the reduction rate of the briquette. The Boudouard reaction is shown in Equation (6).

In a study by Liu et al., direct iron ore reduction with coal was investigated and it was found that the rate of reduction is lower between 740 and 800 °C and higher between 800 and 870 °C when magnetite is reduced to wüstite. In experiments on auger pressing briquettes, the most significant reduction appears to have started at temperatures above 900 °C. The almost complete cessation of weight loss within the period studied indicates that the sample has fully reacted. Adequate reducibility is one of the properties of a good BF charge material.
However, as mentioned above, reduction calculations for the briquette samples were not possible due to the carbon they contained in the form of coke. The coal gasification partially caused weight losses during the experiments and carbon residues were still present in the samples after the experiments. This was confirmed by microscopic images. Light optical microscope images seen in Figure 12 show how the areas with coke and iron change with reduction during Experiments A–C. In the raw sample, iron ores are found as metallic iron droplets as well as areas in different degrees of reduction. At high temperatures, most of the coal gasifies away from the sample and the metallic iron remains as distinct white spots. The image taken from the briquette sample used in Experiment D, i.e., where reduction to magnetite was sought, is not much different from the image taken from the raw sample and therefore is not presented here.
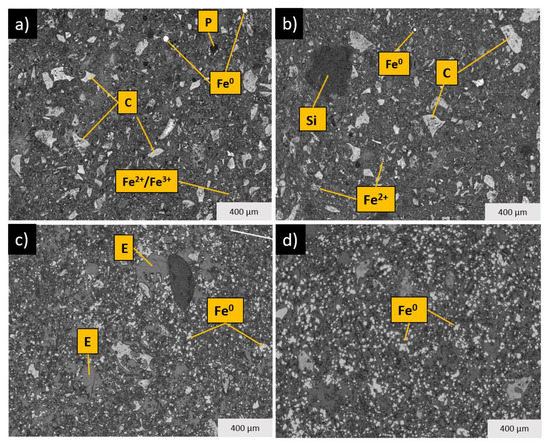 Figure 12. Light optical microscope (LOM) images of (a) raw auger pressing briquette sample, (b) auger pressing briquette sample after Experiment C, (c) auger pressing briquette sample after Experiment B, and (d) auger pressing sample after Experiment A (Fe0 = metallic iron, Fe3+ = trivalent iron, Fe2+ = divalent iron, Si = silicate phase, P = pore, C = coke, E = epoxy).
Figure 12. Light optical microscope (LOM) images of (a) raw auger pressing briquette sample, (b) auger pressing briquette sample after Experiment C, (c) auger pressing briquette sample after Experiment B, and (d) auger pressing sample after Experiment A (Fe0 = metallic iron, Fe3+ = trivalent iron, Fe2+ = divalent iron, Si = silicate phase, P = pore, C = coke, E = epoxy).
Looking again at the results presented in Figure 9, it is noted that weight losses occurred in all samples except the pellets at the beginning of the experiments when the temperatures were less than 400 °C. The weight losses that took place before the reduction may partly be the consequence of the reaction called carbonatation, which is possible due to the slaked lime or portlandite used in the briquette. In the reaction, portlandite (Ca(OH)2) and carbon dioxide form calcite (CaCO3) and water. According to the literature, portlandite decomposes approximately between 450 and 550 °C and calcite approximately between 700 and 900 °C. Crystallization water of the hydration products disappears gradually between 100 and 1000 °C but the proportion of portlandite in the briquette is so small that the reaction in this case would not explain the weight loss. In a study by Kemppainen et al., X-ray diffraction (XRD) analysis showed that portlandite had disappeared from the briquette samples at temperatures below 480 °C and calcium carbonate had increased. It was reported that the calculated total decomposition of portlandite could cause about 0.3% relative weight loss to the sample. The carbonatation reaction is shown in Equation (7).

The presence of volatiles not studied here might explain the remaining weight losses. The possible release of zinc was one of the observed phenomena.
4.2. Phase Transformations
The phase observations with LOM were evaluated using FESEM and an energy-dispersive X-ray spectroscopy (EDS) elemental analyzer. The evaluated phases of the raw sample as well as the samples treated in uninterrupted and interrupted experiments seen in Figure 13 show that the reduction reactions have occurred as expected.
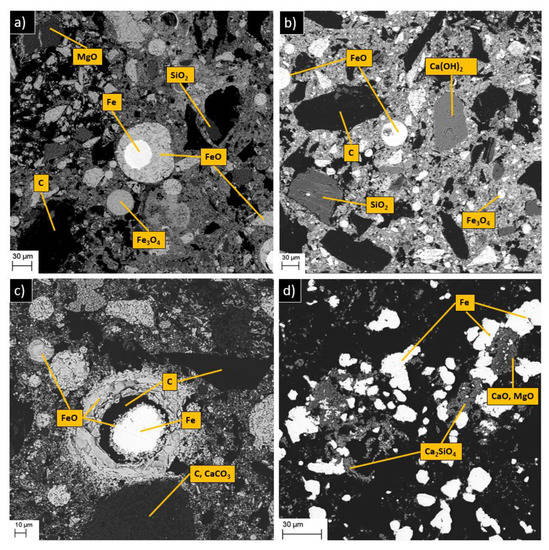 Figure 13. Field emission scanning electron microscope (FESEM) images and phases evaluated using an energy-dispersive X-ray spectroscopy (EDS) elemental analyzer of (a) the original briquette sample, (b) the briquette sample after Experiment D, (c) the briquette sample after Experiment C, and (d) the briquette sample after Experiment A.
Figure 13. Field emission scanning electron microscope (FESEM) images and phases evaluated using an energy-dispersive X-ray spectroscopy (EDS) elemental analyzer of (a) the original briquette sample, (b) the briquette sample after Experiment D, (c) the briquette sample after Experiment C, and (d) the briquette sample after Experiment A.
The original briquette sample contained iron at all reduction stages, from which metallic iron, wüstite, and magnetite are seen in the microscopic image of the raw sample. Moreover, coal stands out as clear areas in the images. The differences between the samples from Experiment A and B are very small and possibly related only to the amount of coal. It should be noted that carbon is quite a light element, the amount of which may not be accurately identified by the EDS. According to analysis, carbon was still present in platinum-coated samples. The clear coke areas seen in the FESEM images of the raw sample and the samples from Experiments C and D have disappeared after the reduction step from wüstite to metallic iron. The image of the sample of Experiment A shows metallic iron and calcium silicate phases, i.e., iron (Fe), periclase (MgO), lime (CaO), and larnite (Ca2SiO4). The calcium carbonates still detectable in the sample of Experiment C have disappeared through the thermal decomposition at 840 °C, releasing carbon dioxide gas and calcium oxide according to Equation (8).

4.3. Swelling and Cracking
The swelling of the auger pressing briquettes was very slight. The changes in the volume of the sample in the uninterrupted experiments were 5.8% and 10.7% and in the interrupted experiments practically insignificant. Due to the small amount of swelling, its time of occurrence could not be fully estimated. However, the reference briquette with a swelling result of 23.7% only began to swell significantly at temperatures around 1000 °C during the reduction step from wüstite to iron.
According to the literature, catastrophic swelling may result in a volume increase of over 300% in extreme cases. This is possible when fibrous morphology often called iron whiskers, a characteristic of pellets, is formed during that stage of the reduction process. However, it is more likely that swelling of cement-bonded briquettes occurs when reduced iron particles that comprise an individual pellet-fine particle separate from each other. It is noteworthy that the briquette appeared to swell more without the 40 min isotherm at 1100 ° C than with it. The result may be due in part to measurement inaccuracies, but it is also in line with the study on stiff extrusion briquettes by Mohanty et al. who observed a swelling index of 19% at 1000 °C but found it to drop sharply with a rise in temperature. At 1400 °C, the swelling index was only 4%. They concluded that the phenomenon was due to the sintering of iron particles which limits the growth of the fibers that cause swelling.
In terms of BF operation, such a minor swelling of the briquettes should not pose any challenges. Instead, it is worth noting that at the temperatures where swelling can be expected to occur, cracking was also observed. During Experiment B, the camera detected a crack on the briquette at just over 1000 °C. The cracks did not seem to have expanded or increased with increasing temperature up to 1100 °C or during the isothermal period. The briquette also withstood handling without degradation after the reduction experiments. On the other hand, the reference briquette, which swelled but was not completely reduced, did not crack during the experiments.
Based on the cold strength tests and the BFS experiments, the structure of the auger pressing briquette is quite strong. It is noteworthy that the decomposition of the cement phases did not lead to the degradation of the briquette. Kemppainen et al. concluded in their study on the punch-and-die briquette that phase transformation of Ca(OH)2 first to CaCO3 and then to Ca2Fe2O5 may affect this behavior by reinforcing the structure with iron atoms as the reduction occurs. In order to more accurately assess whether the mechanical strength is sufficient for BF use, the reduction–softening behavior should be further studied by simulating the effect of the BF iron burden materials on the briquette during reduction. Furthermore, a dynamic low-temperature disintegration (LTD) test can be carried out for the sample. It can be used to evaluate the tendency of the agglomerate to generate fines during the reaction that occurs in the upper part of the BF shaft. The test is possible when a sample size of at least 500 g is available.
4.4. Effect of Chemical Composition
No chemical analysis was carried out for the auger pressing briquette due to its complex composition. The total composition for the auger pressing briquette was calculated. The contents for the briquettes studied and the reference samples are seen in Table 6 for comparison.
Table 6. Comparison of the chemical compositions of the samples used.
| Sample | Fetot | SiO2 | CaO | MgO | Al2O3 | Zn | H2O | C | Basicity |
|---|---|---|---|---|---|---|---|---|---|
| Auger Pressing Briquette | 56.3 | 2.05 | 3.65 | 3.9 | 0.88 | 0.17 | 0.60 | 9.87 | 1.78 |
| Ref. Briquette |
48.4 | 8.1 | 11.1 | 2.1 | 2.4 | 0.01 | ~7.5 | 8.28 | 1.37 |
| Ref. Pellet | 66.7 | 1.85 | 0.43 | 1.3 | 0.32 | <0.003 | 1.5 | - | 0.23 |
As seen from Table 6, the iron content of the auger pressing briquette is not at the level of the pellet but is higher than that of the reference briquette. Moreover, the auger pressing briquette contains the most carbon. The amount of slag constituents CaO, SiO2, Al2O3, and MgO or gangue content is on average higher in the reference briquette. In auger pressing briquettes, those components originate from BF sludge except for added slaked lime. The CaO/SiO2 ratio or basicity is higher with the auger pressing briquettes. However, the reference briquette still contains significantly more CaO, SiO2, and Al2O3. It has been found that the swelling increases with the increase of these four slag forming oxides mentioned. According to contents shown in Table 6, the calculated B2 basicity (CaO/SiO2 ratio) of the auger pressing briquette is 1.78, which is quite high compared to typical burden materials.
The auger pressing briquette contained zinc, while the zinc contents of the reference samples were insignificant. The zinc content of a BF sludge may be high, but this time it was only 0.43%, whereby the zinc content of the briquette became 0.17%. It may not be necessary to remove such a small amount of zinc from the briquette before BF use. Nowadays, the BF permissible zinc load is 150 g/tHM. Higher concentrations may be detrimental to BF use. Lundkvist et al. used a novel OXYFINES technique to upgrade zinc-containing BF sludge to enable its recycling. They stated that higher temperature and lower oxidation potential enhance the zinc evaporation. BF sludge coal content can be utilized in increasing the degree of oxidation, which further raises the oxygen potential in the reaction zone. Elemental zinc vapor formation shown in Equation (9) is negatively affected by the increased oxygen potential. Thus, it is beneficial to optimize the oxidation, which can be expressed as a CO2/CO ratio, for example.

The composition of the binder used in the auger pressing briquette seemed a robust combination of inorganic and organic materials. Organic binders tend to decompose at high temperatures (>400 °C) leading to briquette degradation but have no side effects on iron ore grade like inorganic binders. The reference briquette, which used ground-granulated BF slag as a binder, i.e., inorganic binder, did not crack. Secondly, it was not reduced as efficiently as the auger pressing briquette. In future research, different recipes should be studied in order to evaluate the effect of each by-product on the mechanical properties of the briquette, which will also facilitate the choice of binder.
5. Conclusions
Laboratory tests simulating actual BF conditions were carried out to evaluate the suitability of by-product-based auger pressing briquettes for BF use. Both uninterrupted and interrupted experiments in a N2–CO–CO2 atmosphere were performed to study phase transformations occurring under reducing conditions. In addition to reduction, the swelling and cracking behavior of briquettes was of interest. Based on the BFS experiments, the following conclusions can be drawn:
• BF sludge-based by-product briquettes made by the vacuum auger pressing technology had a strong self-reducing effect based on the rapid weight losses at temperatures 780–1100 °C compared to the reference samples. The phenomenon is most probably caused by the coal contained in the briquette. This is a particularly good feature in terms of BF productivity.
• Slight swelling behavior was observed, as the volume of the briquettes increased by 5–11% when wüstite was reduced to metallic iron during the uninterrupted reduction experiments. Such a small increase in volume does not cause operational issues in BF.
• The cracking behavior of briquettes at temperatures above 1000 °C was observed, but the briquettes could be handled after the reduction experiments without degradation. Such durability is promising since it is desired to avoid fines ending up in the BF process.
• The chemical composition of the briquettes appears to be a good compromise between reducibility and strength properties, allowing further research into new by-product briquette recipes as well.
Vitikka, O., Iljana, M., Heikkilä, A., Tkalenko, I., Koriuchev, N., Shehovsov, D., Malkki, A., & Fabritius, T. Suitability of Auger Pressing Briquettes for Blast Furnace Use Based on Laboratory Tests. Minerals, 12(7), 868. https://doi.org/10.3390/min12070868
Related news
Email:info@lykzhb.cn sales@lykzhb.cn
Tel: +86-379-65195189 Fax:+86-379-65182189
Technology Service:+86-13838843223
Add:Unit 1-501/502, Area B, Luoyang National University Science Park
Factory Add:Weier Road, Luoxin Industrial Zone
A high-tech enterprise integrating technical consulting, product development and manufacturing, technical services and project operation

©2023 Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd www.300.cn SEO This website supports IPV6