
01
2023
-
09
Experimental and Discrete Element Model Investigation of Limestone Aggregate Blending Process in Vertical Static and/or Conveyor Mixer for Application in the Concrete Mixture (1)
Keywords:
Source: internal company
1. Introduction
Intense industrialization and urbanization that have been taking place for over a century introduced and subsequently accelerated the production of non-shaped construction materials such as concrete. The numerous varieties of this non-shaped building material are being extensively utilized worldwide since concrete exhibits formidable structural properties and durability in an aggressive environment. Besides superb performances, concrete production is highly economically sustainable due to relatively cheap raw materials and its flexibility in casting. However, the central part of the concrete mix design, generally comprise 60–75% of its volume. Due to the high consumption and depletion of natural resources it is extremely important to consider the possibilities of optimizing of aggregate mixing and the application of artificial aggregates as an alternative.
Self-compacting concrete (SCC) is highly workable type of concrete that can flow into various shapes and between reinforcement bars under its weight successfully filling all voids without segregation or bleeding. The aggregate plays a primary role in affecting the characteristics of fresh SCC (as it has no need for vibration to consolidate) and the final performances of the solidified composite material. The equipment for the granular materials mixing is broadly utilized in the process industry, including construction materials production and civil engineering. The mixing process of granular materials covers their simultaneous homogenization (i.e., quality unifying) performed by scattering, convection and shear actions within the material. In addition, the mixing process is determined by particle geometries, and amounts. Therefore, a better understanding of these fundamental processes within the granular material, their impact on the subsequent multi-componential blending and the mixing equipment selection is essential for mixing process management.
Different investigations were conducted to foresee the quality of the mixing product, such as a study by Rantanen and Khinast, in which the discrete element method (DEM) was applied to investigate the biopharmaceutical properties of the particle raw materials. Quite possibly, the most inventive approach to improve the blending procedure is the utilization of the DEM analysis, which could be used in the assessment of the blending conduct and its optimization, much faster, without a necessity to perform long, exhausting and expensive experimental procedure.
The main idea in this investigation was to model the mixing performance of coupled vertical static and vertical-cone conveyor blenders used for homogenization of the limestone aggregate mixture. A simple vertical static mixer, with a few elements, can be used as a pre-mixer to reduce the time and to improve the final result of the blending. The pre-mixer is a short, gravitationally operated, low energy mixing device, easy to handle and maintain. This pre-mixer is a pipe with particular geometric elements, which influences the flow. The leading idea in this study was to insert the simple, affordable pre-mixer in the mixing line in order to lower the mixing time and simultaneously increase the mixing quality. The granular material was limestone aggregate fractions, with particle diameters of 1 ÷ 2, 2 ÷ 3, 3 ÷ 4 and 4 ÷ 5 mm, and the six possible limestone aggregate mixtures were formed as a combination of different particle fractions. A set of 1, 3 or 5 Komax-type vertical static elements connected in a line was used for pre-mixing action, while the vertical-cone conveyor mixer was used as the final mixer. The quality of the mixing in the vertical static mixer was investigated in Experiment #1. The mixing capabilities within the conveyor mixer was studied in Experiment #2, while in the Experiment #3 the consequence of the coupled action of these two mixers was investigated.
2. Materials and Methods
2.1. Material Properties Determination
The limestone that was employed in this experiment was issued from the Vinići deposit, in Montenegro. According to X-ray diffraction analysis conducted on a Philips PW-1710 diffractometer with a Cu tube operated at 40 kV and 30 mA, the limestone sample was classified as calcite. The chemical composition of limestone was analyzed by atomic absorption spectroscopy (PinAAcle 900 instrument, Perkin Elmer, Boston, MA, USA). The sample was predominantly composed of CaO (56.16%). The sum of all other detected oxides was below 1%. Loss on ignition measured at 1000 °C was 42.96%. The bulk density of the experimental limestone mixture was 2705 kg/m3.
According to the standard ore sampling campaign, a 1000 kg crude limestone sample representative for this experiment was extracted from the deposit. Further processing of the crude sample included (1) initial rough crushing in a jaw crusher (KHD Humboldt Wedag; 5″–6″) and (2) subsequent secondary crushing in a cone crusher (Denver Roll Crusher; 6″·10″) to obtain 10 kg sub-samples. The smallest grain fractions were obtained in an agate stone mill (KHD Humboldt Wedag). Six pairs of binary mixtures with different particle diameters were investigated within this study: (1 ÷ 2 mm/2 ÷ 3 mm); (1 ÷ 2 mm/3 ÷ 4 mm); (1 ÷ 2 mm/4 ÷ 5 mm); (2 ÷ 3 mm/3 ÷ 4 mm); (2 ÷ 3 mm/4 ÷ mm) and (3 ÷ 4 mm/4 ÷ 5 mm). The targeted grain-distribution was obtained via sieve analysis.
2.2. Calculation of the RSD Criterion
The homogeneity of the limestone binary mixture was assessed by the RSD criteria, both for experimental and numerical simulation, as proposed by Poux et al.:

where: M is the number of samples, xi—the frequency of the specific colour occurrence in a sample i and  —the average frequency of the specific colour occurrence in all samples.
—the average frequency of the specific colour occurrence in all samples.
The colour photos were captured using a Nikon Digital SLR Camera D7100. The acquired photos were recorded in high resolution, effective 24.1 million pixels, 23.5 × 15.6 mm, with complementary metal–oxide–semiconductor (CMOS) sensor. These digital pictures were split into 4 parts (as mentioned in the paper by Pezo et al.), while the rate of colored particle occurrence was calculated for each quadrant.
2.3. Experiment #1
The experimental Komax-type vertical static mixer (1, 3 or 5 elements connected in a sequential row), which was used in this study, was made of transparent Plexiglas pipe (diameter 60 mm), while the internal geometry of the mixer was 3D printed. The three elements at the vertical static mixer are illustrated in Figure 1. The numerically obtained particle paths are also presented in Figure 1. Each blending element (in the height of 60 mm) was rotated by the axis by 90° concerning the preceding segment, with the idea to diversify the flow of particles falling gravitationally from the preceding segment into two particle flows and allow the mixing in the next blending element.
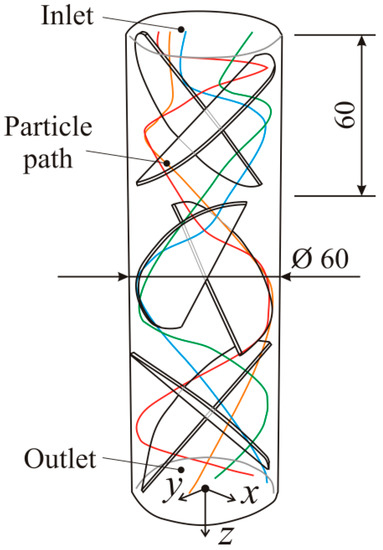
Figure 1. Komax-type vertical static mixer, with three blending elements.
In order to simplify the visual access to the mixing process, the limestone particles were painted in yellow, red, blue and green (particles were in size of: 1 ÷ 2, 2 ÷ 3, 3 ÷ 4 and 4 ÷ 5 mm, respectively), Figure 2a. The inlet of the Komax-type vertical static mixer is located in the upper segment, which is divided into two compartments (50% of space for blue; 50% for yellow particles. The mixing results of the vertical static mixer for mixing 1 ÷ 2 and 2 ÷ 3 mm particles were presented in Figure 2b (static mixer with three mixing elements) and Figure 2c (five mixing elements).
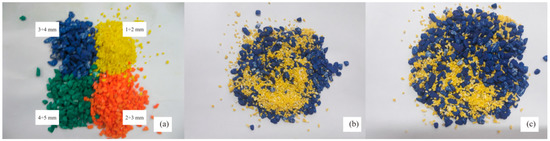 Figure 2. The blending material used for blending experiments (a), the blending conduct, (binary mixture of limestone particles, diameters 1 ÷ 2 and 3 ÷ 4 mm), after pre-mixing with three elements, (b), following the vertical static mixer equipped with five elements (c).
Figure 2. The blending material used for blending experiments (a), the blending conduct, (binary mixture of limestone particles, diameters 1 ÷ 2 and 3 ÷ 4 mm), after pre-mixing with three elements, (b), following the vertical static mixer equipped with five elements (c).
In Experiment #1, the binary mixture (painted limestone particles) passed gravitationally via vertical static mixer with 1, 3 or 5 elements (Figure 1). The RSD values, obtained from the Equation (1) were calculated. The mass of the batch was 4–5 kg, for each experiment. The determined RSD value was calculated as a mean for 10 samples.
2.4. Experiment #2
In Experiment #2, the conveyor blender with an embedded vertical screw conveyor, constructed in the transparent Plexiglas, was applied to execute the mixing action, Figure 3a. The basic technological data of the applied blender was presented in Figure 3b. The granules remaining time in the blender vessel is 4, 12 or 20 min, the relative standard deviation for blending operation reached 45–55% (after 20 min). The length of the vertical screw was 500 mm, while the screw conveyor casing diameter was equal to 50 mm. The rotation of the screw conveyor was realized manually (10 rpm). The batch size in the experiments reached between 4 and 5 kg. At the same time, the mixing efficiency (expressed by the RSD value) was calculated after 4, 12 or 20 min of mixing duration (precisely 10 samples of 50 g estimated weights were picked up from each batch). Samples were taken at the outlet of the cone of the conveyor mixer (Figure 3b,c).
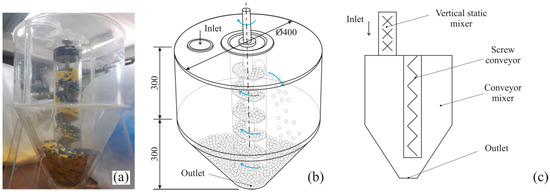 Figure 3. Conveyor mixer used in the experiment of the binary mixture (painted limestone particles) particle, used for mixing experiments (a), the scheme of mixing principle (b), coupling of vertical static mixer and conveyor mixer (c).
Figure 3. Conveyor mixer used in the experiment of the binary mixture (painted limestone particles) particle, used for mixing experiments (a), the scheme of mixing principle (b), coupling of vertical static mixer and conveyor mixer (c).
The effect of the feed layer height on the particle flow inside the conveyor mixer was performed in Experiment #2. The falling trend of particles velocities inside the conveyor mixer was anticipated according to DEM analysis. Particles motion almost followed the first-in- first-out principle within the mixer, however, this order of packing was not ensured due to the ununiform dispersion of the flow field. Therefore, the drawdown index (DI) was introduced to equate and assess the particle model coherence inside the conveyor mixer. The DI parameter was utilized to disclose and assess the flow field of the particles, calculating the average divergence of the normally distributed extent in the z-axis direction. The calculation of the DI parameter was described in details by Han, et al.:

where:  is the normal velocity of a cell in the particle layer, at row i, column j;
is the normal velocity of a cell in the particle layer, at row i, column j;  is the mean velocity magnitude of a cell at row i, column j; Vmin and Vmax are the minimum and maximum of the mean velocity magnitude, accordingly; m and n are the number of layers and the number of columns, respectively.
is the mean velocity magnitude of a cell at row i, column j; Vmin and Vmax are the minimum and maximum of the mean velocity magnitude, accordingly; m and n are the number of layers and the number of columns, respectively.
2.5. Experiment #3
This experiment was performed in the conveyor mixer, as described in the previous experiment, applying the same granular material (the binary mixture of painted limestone particles), but processed before in the vertical static mixer, with 5 mixing elements (as mentioned in Experiment #1). The scheme of the coupling of vertical static mixer and conveyor mixer was presented in Figure 3c. The mixing duration inside the upward blender was abbreviated to a 3/4 time period of Experiment #2, after the material passed through the vertical static mixer.
2.6. The Mathematical Model
The DEM model was simulated to foresee the blending results of the vertical static element elements (such as Komax vertical static mixer), the conveyor blender, and in the case of coupled action of these mixers. The conduct of the DEM calculation for the three sets of experiments was matched with the experimental study results, having in mind the whole blending process. The impact of the fluid stream on the aggregate behavior was considered negligible, and was dismissed from the calculation, because the pressure losses and the air velocities were low. The DEM study was performed according to the same parameters as those recorded in the experiments.
2.7. The Vertical Static Mixer Model
According to the literature, the contact between two mixing particles was regarded as the contact among two inflexible entities, these items were allowed to be somewhat superimposed in the computation. The linear spring–dashpot model was utilized in the simulation, as suggested by Cundall and Strack. The contact force amidst two particles was split into tangential and normal projections. As mentioned in the DEM model, the movement of a particle i at the time t, can be calculated using the Newton’s law of motion:

where: mi, Ii, vi and ωi denote the mass, moment of inertia, translational and rotational velocities of particle i, accordingly.
The forces among particles i and j, encompass the contact forces, fc,ij, viscous damping forces, fd,ij, and the gravitational force,  . They were outlined thoroughly by Cundall and Strack. The normal force (Fn) was estimated, based on the degree of particle overlap (α):
. They were outlined thoroughly by Cundall and Strack. The normal force (Fn) was estimated, based on the degree of particle overlap (α):

k1 and k2 denote stiffness constants, and α0, was the value of the overlap at zero normal force.
The tangential force (Ft) was evaluated applying the Hertz model, outlined in Walton and Braun model. The extent of Ft was calculated based on the tangential slip amount in the last time step and the record of the contact, which is constrained by the coefficient of friction, μ as:

where μ is the friction coefficient.
The sensing of contact between particles and helix enforces the highest computational load of the DEM calculus, according to the complex helix geometry. The initial moment of the DEM calculation was in at the moment when a particle accessed the vertical static mixer and the end of the trajectory was observed at the end of the mixer.
The contact between particles throughout the conveyance of granules was realized in a geometrically defined contact zone shaped by the deformation of the particles. The contact force could be presented with two components: normal and tangential projection. The DEM analysis embraces a rapid, numerically fast, relatively straightforward, mainly linear models and equations for evaluate the enforced forces and torques emerging by the contact between particles. The most frequent linear model, applied extensively in DEM simulations, is the linear spring–dashpot model, in which the spring explains the elastic deformation, while the dashpot clarifies the viscous dissipation. The material and numerical parameters used in the DEM analysis are presented in Table 1.
Table 1. Parameters of the material and numerical parameters, used in the modelling process.
| Parameter | Value |
|---|---|
| Number of particles | 100,000 |
| Particle diameters | 1 ÷ 2; 2 ÷ 3; 3 ÷ 4 or 4 ÷ 5 mm |
| Time step | 5 × 10−6 s |
| Angle of repose | 41° |
| Particle friction | 0.35 |
| Rolling friction | 0.33 |
| Particle-to-wall friction coefficient | 0.29 |
| Particle elastic coefficient | 0.33 |
| Particle-to-wall elastic coefficient | 0.32 |
| Particle damping coefficient | 0.26 |
| Particle-to-wall damping coefficients | 0.27 |
| Restitution coefficient | 0.54 |
| Poisson’s ratio of particles | 0.26 |
| Young’s modulus | 107 |
2.8. Description of Screw Conveyor
A simulation of a bulk material transport through a horizontal screw conveyor is presented in a study by Kretz et al. [39], in which the common problems in practical applications of screw conveyors, and the uneven material (limestone aggregate mixture) flow in time was investigated, through the variations in product quality and certain gaps in the knowledge in theoretical solutions. The cylindrical coordinates were applied for the parametric designation of a helix surface to evaluate the 3D-geometric constraints numerically. The necessary simplification of the helix geometry was implemented in the calculation, using the adequate screw surface model:

where p is the pitch of a helix, R radius and θ angle from x-axis to x-y plane.
Related news
Email:info@lykzhb.cn sales@lykzhb.cn
Tel: +86-379-65195189 Fax:+86-379-65182189
Technology Service:+86-13838843223
Add:Unit 1-501/502, Area B, Luoyang National University Science Park
Factory Add:Weier Road, Luoxin Industrial Zone
A high-tech enterprise integrating technical consulting, product development and manufacturing, technical services and project operation

©2023 Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd www.300.cn SEO This website supports IPV6